ПРАВИЛА
АНТИКОРРОЗИЙНОЙ
ЗАЩИТЫ
РЕЗЕРВУАРОВ
Содержание.
1.1 Область применения и назначение руководящего документа.
1.3 Принятая терминология и обозначения.
2. ТРЕБОВАНИЯ К ПРОЕКТУ ПРОИЗВОДСТВА РАБОТ НА ПРОВЕДЕНИЕ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ РЕЗЕРВУАРА.
3.3 Стадии строительства, реконструкции и капитального ремонта.
4. ТРЕБОВАНИЯ К АНТИКОРРОЗИОННЫМ ПОКРЫТИЯМ, ИХ ТОЛЩИНЕ. СРОКИ СЛУЖБЫ.
4.1 Общие требования к антикоррозионным покрытиям.
4.2 Требования к антикоррозионной защите металлоконструкций железобетонных резервуаров.
4.3 Требования к толщине покрытий.
4.4 Сроки службы антикоррозионных покрытий резервуаров.
5. ПОКРЫТИЯ ДЛЯ НАРУЖНОЙ ПОВЕРХНОСТИ РЕЗЕРВУАРОВ.
5.1 Условия эксплуатации наружных покрытий резервуаров.
5.3 Антикоррозионные покрытия для наружной поверхности резервуаров.
5.4 Типовая технологическая схема процесса антикоррозионной защиты наружной поверхности резервуара.
5.5 Выбор системы покрытия для наружной поверхности резервуара.
6. ПОКРЫТИЯ ДЛЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ РЕЗЕРВУАРОВ.
6.1 Условия эксплуатации внутренних покрытий резервуаров.
6.2 Технические требования к внутреннему покрытию резервуаров.
6.3 Типы антикоррозионных покрытий для внутренней поверхности резервуаров.
6.4 Выбор схемы антикоррозионной защиты внутренней поверхности резервуара.
6.5 Типовые технологические схемы процесса антикоррозионной защиты внутренней поверхности резервуара.
7. ТРЕБОВАНИЯ К УСЛОВИЯМ ОКРУЖАЮЩЕЙ СРЕДЫ ПРИ ПРОВЕДЕНИИ АНТИКОРРОЗИОННЫХ РАБОТ.
8. ТРЕБОВАНИЯ К ПОДГОТОВКЕ ПОВЕРХНОСТИ РЕЗЕРВУАРА.
8.2 Подготовка наружной поверхности резервуаров.
8.3 Подготовка внутренней поверхности.
9. ТРЕБОВАНИЯ К ЛКМ И ПОДГОТОВКЕ ИХ К НАНЕСЕНИЮ.
10. ТРЕБОВАНИЯ К НАНЕСЕНИЮ И ОТВЕРЖДЕНИЮ ЛКМ.
10.2 Требования к нанесению ЛКМ на наружную поверхность резервуаров.
10.3 Требования к нанесению ЛКМ на внутреннюю поверхность резервуаров.
10.4 Устранение дефектов покрытия.
11 ТРЕБОВАНИЯ К КОНТРОЛЮ И ПРИЕМКЕ ПОКРЫТИЯ.
11.2 Контроль условий окружающей среды.
11.3 Входной контроль ЛКМ и абразивных материалов.
11.4 Контроль качества подготовки поверхности.
11.5 Контроль в процессе нанесения и отверждения ЛКМ.
11.6 Контроль отвержденного антикоррозионного покрытия.
12. ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА АНТИКОРРОЗИОННЫХ РАБОТ.
13.2 Требования безопасности при подготовке поверхности и окраске.
13.3 Правила обращения с токсичными веществами.
14. ПРОТИВОПОЖАРНЫЕ МЕРОПРИЯТИЯ.
Приложение А (обязательное). АКТ проверки готовности объекта к проведению антикоррозионной защиты.
Приложение Б (обязательное). АКТ на скрытые работы по подготовке резервуара к окраске.
Приложение В (обязательное). ЖУРНАЛ производства работ по нанесению антикоррозионного покрытия на резервуар.
Приложение Г (обязательное). АКТ № на приемку антикоррозионного покрытия резервуара.
Приложение Д (справочное). Требования к конструктивным элементам при проектировании резервуара.
Приложение Е (обязательное). Технические требования к наружному покрытию резервуаров.
Приложение Ж (обязательное). Технические требования к внутреннему покрытию резервуаров.
Приложение И (обязательное). Перечень ЛКМ и систем покрытий, разрешенных к применению.
Приложение К (справочное). Типовая технологическая схема процесса антикоррозионной защиты наружной поверхности резервуаров.
Приложение Л (обязательное). Системы покрытий для наружной антикоррозионной защиты резервуаров и оптимальная толщина.
Приложение М (обязательное). Системы покрытий по типам для внутренней поверхности резервуаров и оптимальная толщина покрытия.
Приложение Н (справочное). Типовые технологические схемы антикоррозионной защиты внутренней поверхности резервуаров.
Приложение П (справочное). Приборы, инструменты и вспомогательные средства, необходимые для контроля при проведении антикоррозионных работ.
Приложение Р (справочное). Перечень рекомендуемого оборудования для проведения антикоррозионных работ.
ПРЕДИСЛОВИЕ.
1. Документ входит в состав информационного фонда Компании «ГазГазТрансНефть».
Руководящий документ «Правила антикоррозионной защиты резервуаров» устанавливает основные требования к организации и проведению работ по антикоррозионной защите лакокрасочными покрытиями наружной и внутренней поверхностей стальных вертикальных резервуаров для хранения нефти, а также к выбору материалов и систем покрытий. В РД приведены требования к антикоррозионной защите металлоконструкций железобетонных резервуаров.
Руководящий документ предназначен для специалистов Компании «ГазТрансНефть» (МН), строительных подразделений и проектных учреждений, занимающихся проектированием и проведением антикоррозионных работ по защите резервуаров для хранения нефти, входящих в систему Компании «ГазТрансНефть».
При разработке данных Правил использованы требования и положения действующих нормативных документов, относящихся к проведению работ по антикоррозионной защите резервуаров для хранения нефти.
Права на настоящий документ принадлежат Компании «ГазТрансНефть».
1. ОБЩИЕ ПОЛОЖЕНИЯ.
1.1 ОБЛАСТЬ ПРИМЕНЕНИЯ И НАЗНАЧЕНИЕ РУКОВОДЯЩЕГО ДОКУМЕНТА.
1.1.1 Настоящие Правила устанавливают основные требования к организации и проведению работ по защите от коррозии ЛКМ внутренней и наружной поверхностей стальных вертикальных резервуаров для хранения нефти (далее резервуаров), металлоконструкций железобетонных резервуаров для хранения нефти, конструкционных элементов и трубопроводов, находящихся внутри и в пределах каре резервуаров, а также требования к выбору материалов и систем покрытий.
1.1.2 Настоящие Правила обязательны для всех подразделений и дочерних предприятий Компании «ГазТрансНефть», а также сторонних организаций и предприятий, занимающихся проектированием и проведением работ по антикоррозионной защите резервуаров для хранения нефти, входящих в систему Компании «ГазТрансНефть».
1.1.3 Настоящие Правила имеют статус технологического регламента.
1.1.4 Настоящие Правила распространяются на вновь строящиеся и находящиеся в эксплуатации стальные вертикальные резервуары для хранения нефти РВС, РВСП и РВСПК объемом 1000–50000 м3, а также металлоконструкции железобетонных резервуаров для хранения нефти.
1.1.5 Настоящие Правила распространяются на все виды деятельности, связанные с проектированием, изготовлением, ремонтом антикоррозионного покрытия резервуаров, подготовкой кадров, осуществляемой на территории Государства.
1.1.6 Настоящие Правила позволяют осуществить выбор системы покрытия и технологической схемы антикоррозионной защиты резервуара.
1.2 НОРМАТИВНЫЕ ССЫЛКИ.
|
ГОСТ |
Нефть и нефтепродукты. Маркировка, упаковка, транспортирование и хранение |
|
ГОСТ |
Материалы лакокрасочные. Метод определения прочности пленок при ударе. |
|
ГОСТ |
Материалы лакокрасочные. Метод определения эластичности пленки при изгибе |
|
ГОСТ |
Трубопроводы промышленных предприятий. Опознавательная окраска, предупреждающие знаки и маскировочные щитки. |
|
ГОСТ |
Материалы лакокрасочные. Метод определения предела прочности при растяжении, относительного удлинения при разрыве и модуля упругости. |
|
ГОСТ |
Материалы лакокрасочные. Метод определения времени и степени высыхания. |
|
ГОСТ |
Материалы лакокрасочные. Метод определения водо– и влагопоглощения лакокрасочной пленки. |
|
ГОСТ |
Материалы шлифовальные из электрокорунда. Технические условия. |
|
ГОСТ |
Воздух сжатый для распыления лакокрасочных материалов. |
|
ГОСТ |
ЕСЗКС. Покрытия лакокрасочные. Общие требования и методы ускоренных испытаний на стойкость к воздействию климатических факторов. |
|
ГОСТ |
Покрытия лакокрасочные. Подготовка металлических поверхностей перед окрашиванием. |
|
ГОСТ |
ЕСЗКС. Покрытия лакокрасочные. Метод оценки внешнего вида. |
|
ГОСТ |
ЕСЗКС. Покрытия лакокрасочные. Методы ускоренных испытаний на стойкость к воздействию нефтепродуктов. |
|
ГОСТ |
ССБТ. Организация обучения безопасности. Общие положения. |
|
ГОСТ |
ССБТ. Вредные вещества. Классификация и общие требования безопасности. |
|
ГОСТ |
ССБТ. Процессы производственные. Общие требования безопасности. |
|
ГОСТ |
ССБТ. Работы окрасочные. Общие требования безопасности. |
|
ГОСТ |
ССБТ. Антикоррозионные работы при строительстве. Требования безопасности. |
|
ГОСТ |
ССБТ. Пожарная техника для защиты объектов. Основные виды, размещение и обслуживание. |
|
ГОСТ |
ССБТ. Системы вентиляционные. Требования безопасности. |
|
ГОСТ |
ССБТ. Цвета сигнальные и знаки безопасности. |
|
ГОСТ |
ССБТ. Противогазы промышленные фильтрующие. Технические условия. |
|
ГОСТ |
Нефть. Общие технические условия |
|
ТУ |
Порошок абразивный N/Cu/G 0,5–2,5 Ка. Технические условия. |
|
ТУ |
Технические условия на огнетушитель ОП–5 |
|
ТУ |
Технические условия на огнетушитель ОВП–100.01 |
|
ТУ |
Технические условия на огнетушители углекислотные ОУ–2 и ОУ–5. |
|
ТУ |
Технические условия на купер–шлак. |
|
ИСО |
Лаки и краски. Определение толщины пленки. |
|
ИСО |
Лаки и краски. Определение стойкости к воздействию жидкостей. |
|
ИСО |
Лаки и краски. Определение адгезии методом решетчатых надрезов. |
|
ИСО |
Лаки и краски. Определение стойкости покрытия к повышенной температуре. |
|
ИСО |
Стандартный метод определения абразиво–стойкости органических покрытий с помощью Табер Абразера. |
|
ИСО |
Лаки и краски. Определение адгезии методом отрыва. |
|
ИСО |
Лаки и краски. Оценка степени разрушения лакокрасочных покрытий. |
|
ИСО |
Лаки и краски. Определение влагостойкости системы (непрерывная конденсация) |
|
ИСО |
Лаки и краски. Определение прочности при ударе. |
|
ИСО |
Подготовка стальной поверхности перед нанесением красок и подобных покрытий. Визуальная оценка чистоты поверхности. |
|
ИСО |
Подготовка стальной основы перед нанесением красок и подобных покрытий. Испытания для оценки чистоты поверхности. 4.2. Испытания на наличие хлоридов на очищенной поверхности. |
|
ИСО |
Подготовка стальной основы перед нанесением красок и подобных покрытий. Испытания для оценки чистоты поверхности. Ч.З. Оценка коррозии на стальной поверхности, подготовленной к окрашиванию. Метод применения липкой ленты. |
|
ИСО |
Подготовка стальной основы перед нанесением красок и подобных покрытий. Испытания для оценки чистоты поверхности.4.4.Метод определения вероятности конденсации влаги на стальных поверхностях. |
|
ИСО |
Подготовка стальной поверхности перед нанесением красок и подобных покрытий. Характеристики шероховатости стальной поверхности, очищенной пескоструйным способом. |
|
ИСО |
Подготовка стальной поверхности перед нанесением покрытия. Спецификация неметаллических абразивов. Купер–шлак. |
|
ИСО |
Подготовка стальной поверхности перед нанесением покрытия. Спецификация неметаллических абразивов. Топочный шлак. |
|
ИСО |
Подготовка стальной поверхности перед нанесением покрытия. Спецификация неметаллических абразивов. Оксид алюминия. |
|
ИСО |
Подготовка стальной поверхности перед нанесением покрытия. Методы испытаний неметаллических абразивных материалов. |
|
ИСО |
Лаки и краски. Антикоррозионная защита стальных конструкций с помощью защитных лакокрасочных систем. |
|
ИСО |
Лаки и краски. Определение твердости пленки по карандашу. |
|
ASTM |
Абразиво–стойкость покрытий трубопроводов. |
|
ASTM |
Определение адгезии липкой лентой. |
|
РД |
Нормы проектирования стальных резервуаров для хранения нефти объемом 1000–50000 м3. |
|
СНиП |
Строительные нормы и правила. Техника безопасности в строительстве. |
|
СНиП |
Безопасность труда в строительстве. Часть 1. Общие требования. |
1.3 ПРИНЯТАЯ ТЕРМИНОЛОГИЯ И ОБОЗНАЧЕНИЯ.
Резервуар вертикальный стальной (РВС, РВСП и РВСПК) – резервуар вертикальный стальной со стационарной крышей, понтоном или плавающей крышей, объемом 1000–50000 м3, предназначенный для хранения нефти и входящий в систему Компании «ГазТрансНефть».
Антикоррозионная защита – комплекс работ, включающий подготовку стальной поверхности резервуара, нанесение защитного антикоррозионного покрытия, контроль качества.
Лакокрасочные материалы (далее ЛКМ) – материалы на основе синтетических пленкообразующих смол, содержащие пигменты, наполнители, пластификаторы, и предназначенные для антикоррозионной защиты стальных поверхностей.
Система лакокрасочного покрытия – система последовательно нанесенных и адгезионно связанных слоев ЛКМ.
Схема технологического процесса – последовательность технологических операций по созданию защитного покрытия.
По операционный контроль –контроль технологических параметров при проведении каждой технологической операции.
Подготовка металлической поверхности перед окраской – удаление с поверхности, подлежащей окраске, загрязнений и окислов для обеспечения сцепления ЛКМ с металлической поверхностью.
Струйно–абразивная очистка –способ очистки поверхности с помощью струи воздуха с абразивным материалом.
Гидроабразивная очистка –способ очистки поверхности с помощью струи воды с абразивным материалом.
Механическая очистка –способ очистки поверхности с применением ручного или механического инструмента.
Жизнеспособность ЛКМ – время, в течение которого необходимо использовать двухкомпонентный ЛКМ после приготовления рабочего состава.
Толщина покрытия –номинальная толщина отвержденного покрытия в соответствии с нормативной документацией на систему покрытия.
Адгезия лакокрасочного покрытия – прочность сцепления между пленкой ЛКМ и окрашиваемой поверхностью.
Отверждение лакокрасочного покрытия – формирование пленки из ЛКМ за счет физического и (или)химического процессов.
Срок службы, или долговечность, лакокрасочного покрытия – промежуток времени до первого капитального ремонта покрытия.
Гарантийный срок службы лакокрасочного покрытия – срок, в течение которого Подрядчик дает банковские гарантии качества покрытия. Является юридическим понятием и определяется условиями договора.
1.4 СУБЪЕКТЫ ДЕЯТЕЛЬНОСТИ.
1.4.1 Заказчик – предприятие–владелец резервуара, на котором осуществляется проведение работ по антикоррозионной защите резервуаров. Заказчик утверждает Проект производства работ по антикоррозионной защите резервуаров.
1.4.2 Производитель работ (по антикоррозионной защите) – Подрядчик – организация, имеющая разрешение на право выполнения работ по антикоррозионной защите объектов магистрального транспорта. Подрядчик разрабатывает ППР, согласовывает его с Гостехнадзором и обеспечивает безопасное проведение работ. Участвует в приемке резервуара под проведение антикоррозионных работ и осуществляет комплекс работ по антикоррозионной защите резервуаров. Производитель работ несет ответственность за качественное выполнение работ в объеме, предусмотренном заданием Заказчика, за выполнение требований охраны труда, промышленной и пожарной безопасности объекта и дает письменные гарантии на весь период гарантированного срока службы системы покрытия.
1.4.3 Поставщик ЛКМ – предприятие или организация, поставляющая ЛКМ для антикоррозионной защиты. Поставщик при поставке материалов обязан предоставить Заказчику или Производителю работ следующую информацию:
– Сертификат на каждую партию поставляемого ЛКМ;
– Сертификаты на вспомогательные материалы (растворители, разбавители);
– Инструкцию по применению ЛКМ;
– Рекомендации по хранению ЛКМ с указанием срока хранения, при котором гарантируется сохранение качества материалов в соответствии с сертификатом качества;
– Гигиенический сертификат на ЛКМ.
2. ТРЕБОВАНИЯ К ПРОЕКТУ ПРОИЗВОДСТВА РАБОТ НАПРОВЕДЕНИЕ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ РЕЗЕРВУАРА.
2.1 На выполнение работ по антикоррозионной защите каждого резервуара Производитель работ разрабатывает проект производства работ (ППР).
Разработка ППР, его согласование и утверждение производятся в установленном порядке, «Регламент разработки проектов производства работ на строительство, техническое перевооружение, реконструкцию и капитальный ремонт объектов МН».
2.2 Для обеспечения безопасных условий производства антикоррозионной защиты проект производства работ составляют с учетом требований регламента, «Свод правил по проектированию и строительству. Безопасность труда в строительстве. Решение по охране труда и промышленной безопасности в проектах организации строительства и проектах производства работ», СНиП «Строительные нормы и правила. Техника безопасности в строительстве», СНиП «Безопасность труда в строительстве. Часть 1. Общие требования», СНиП «Безопасность труда в строительстве. Часть 2. Строительное производство», стандартов безопасности.
2.3 В проекте производства работ по антикоррозионной защите резервуара должны быть предусмотрены следующие разделы:
– Разрешение на проведение работ по антикоррозионной защите резервуаров.
– Согласованный с Заказчиком календарный план производства работ.
– Согласованный с Заказчиком перечень материалов и оборудования для проведения антикоррозионных работ по защите внутренней и наружной поверхностей резервуара.
– Генплан с нанесенными маршрутами движения, местами стоянки техники, местами складирования материалов, расстановкой подсобных помещений.
– Сертификаты на используемое оборудование для проведения антикоррозионных работ по защите внутренней и наружной поверхностей резервуара применительно к конструкции резервуара и типу используемого защитного материала.
– Сертификаты на используемый абразивный материал, растворители, разбавители и другие материалы, применяемые при подготовке поверхности резервуара к проведению антикоррозионной защиты и при собственно нанесении лакокрасочного покрытия на резервуар.
– Сертификат соответствия, гигиенический сертификат и другая необходимая документация на используемый ЛКМ для проведения антикоррозионных работ по защите внутренней и наружной поверхностей резервуара.
План (операционная технологическая карта) проведения антикоррозионных работ по защите внутренней и наружной поверхностей резервуара, составленный на основании настоящих Правил с приложениями и согласованный со службой технического надзора Заказчика, с разработкой схемы поэтапного проведения антикоррозионных работ. Схема операционного контроля качества. Меры по предотвращению возможных аварий и пожара. Охрана окружающей среды.
Техника безопасности и охрана труда.
Формы актов на приемку работ по подготовке резервуаров к проведению антикоррозионной защиты, на скрытые работы, на приемку покрытия, журнала производства работ по подготовке поверхности и нанесению антикоррозионного покрытия (приложения А,Б, В,Г).
3. ТРЕБОВАНИЯ К ПРОЕКТИРОВАНИЮ, СТРОИТЕЛЬСТВУ, РЕКОНСТРУКЦИИ, КАПИТАЛЬНОМУ РЕМОНТУ И ЭКСПЛУАТАЦИИ РЕЗЕРВУАРОВ С АНТИКОРРОЗИОННОЙ ЗАЩИТОЙ.
3.1 ОБЩИЕ ПОЛОЖЕНИЯ.
3.1.1 Резервуары, подлежащие антикоррозионной защите, по состоянию разделяются на:
– вновь строящиеся;
– действующие;
– выведенные в ремонт.
3.1.2 Антикоррозионная защита наружной поверхности производится на вновь строящихся резервуарах, на действующих резервуарах без вывода их из эксплуатации на капитальный ремонт, а также на резервуарах, выведенных в ремонт.
3.1.3 Антикоррозионная защита внутренней поверхности производится на вновь строящихся резервуарах и резервуарах, выведенных в ремонт.
3.2 СТАДИЯ ПРОЕКТИРОВАНИЯ.
3.2.1 Проектной организации рекомендуется выбирать систему антикоррозионной защиты на ранней стадии проектирования с учетом условий эксплуатации резервуара и необходимого срока службы, консультируясь со специалистом по антикоррозионной защите.
3.2.2 Проектирование резервуаров должно осуществляться таким образом, чтобы конструкция резервуара обеспечивала максимально возможный доступ к поверхности, подлежащей антикоррозионной защите.
3.2.3 Конструкции резервуара в целом и отдельных его элементов должны быть максимально простыми и спроектированы таким образом, чтобы отсутствовали застойные зоны.
3.2.4 Основание резервуара должно быть достаточным для предотвращения осадки резервуара. Несоблюдение требований к основанию резервуара приводит к избыточным деформациям днища при заполнении и опорожнении резервуара, что является причиной разрушения внутренней изоляции.
3.2.5 При проектировании необходимо предусмотреть приспособления для безопасного проведения ремонтно–технических работ на стадии строительства, эксплуатации и капитального ремонта резервуара.
3.2.6 Для обеспечения безопасного проведения антикоррозионной защиты внутренней поверхности резервуара в проекте должны быть предусмотрены свободный доступ внутрь резервуара и обеспечение вентиляции.
3.2.7 Для зон, потенциально подверженных коррозионному разрушению и недоступных после монтажа, следует предусмотреть антикоррозионную защиту на весь срок эксплуатации и (или)предусмотреть прибавку на коррозию.
3.2.8 Требования к конструктивным элементам при проектировании резервуаров приведены в нормативных документах. Дополнительные требования для обеспечения качественной антикоррозионной защиты даны в приложении Д.
3.3 СТАДИИ СТРОИТЕЛЬСТВА, РЕКОНСТРУКЦИИ И КАПИТАЛЬНОГО РЕМОНТА.
3.3.1 Производители работ на стадиях строительства, реконструкции и капитального ремонта должны использовать методы изготовления, соединения и обработки конструкционных элементов, обеспечивающие соблюдение требований проекта.
3.3.2 При использовании вспомогательных приспособлений, необходимых для проведения работ, предусмотреть их установку и крепление, которые не повреждали бы имеющееся покрытие.
3.3.3 Выполнение требований к конструкции резервуара должно быть отражено в Акте о готовности резервуара к проведению работ по антикоррозионной защите (приложение А).
3.3.4 Продольные и кольцевые сварные швы корпуса, сварные швы вентилей и люков с внутренней и наружной стороны должны соответствовать ГОСТ на сварку.
3.3.5 Сварные швы следует очистить от сварочного шлака и грата. Поверхность сварных швов должна быть ровной, с плавными переходами.
3.3.6 Острые грани, насечки, сварочные брызги удаляют шлифованием без изменения геометрии и шероховатости поверхности.
3.3.7 Требования к конструкциям, приведенные в приложении Д, распространяются и на стадии реконструкции и капитального ремонта.
3.4 СТАДИЯ ЭКСПЛУАТАЦИИ.
3.4.1 При обслуживании резервуара в процессе эксплуатации (отбор проб, профилактический осмотр и др.) не допускать повреждения внутреннего и наружного антикоррозионных покрытий.
3.4.2 Подвижные части конструкции внутри резервуара должны быть отлажены таким образом, чтобы их функционирование не приводило к разрушению покрытия.
3.4.3 Очистка внутренней поверхности резервуара перед проведением осмотров и ремонтных работ производится с помощью моющих составов, не оказывающих разрушающего действия на покрывной слой покрытия.
3.4.4 Допускается производить очистку резервуара пропаркой. Температура пара не должна превышать110°С, а давление пара – 8 атм. Струя пара не должна быть направлена непосредственно на поверхность с покрытием. Температура конденсата на поверхности с покрытием не должна превышать 60°С.
Максимально допустимый кратковременный подъем температуры составляет 80°С.
3.4.5 При механическом удалении отложений со дна резервуара для предотвращения разрушения покрытия используют деревянный инструмент.
4. ТРЕБОВАНИЯ К АНТИКОРРОЗИОННЫМ ПОКРЫТИЯМ, ИХТОЛЩИНЕ. СРОКИ СЛУЖБЫ.
4.1 ОБЩИЕ ТРЕБОВАНИЯ К АНТИКОРРОЗИОННЫМ ПОКРЫТИЯМ.
4.1.1 Лакокрасочные покрытия, применяемые для антикоррозионной защиты внутренней и наружной поверхностей резервуаров, должны соответствовать Техническим требованиям Компании «ГазТрансНефть» (приложения Е и Ж).
4.1.2 Испытания на соответствие Техническим требованиям проводятся 1 раз в 4года.
4.1.3 Новые покрытия, прошедшие испытания на соответствие Техническим требованиям, представляются на рассмотрение Компании «ГазТрансНефть» и после утверждения дополнительно вносятся в перечень покрытий, рекомендованных к применению.
4.1.4 Перечень систем покрытий для наружной и внутренней поверхности резервуаров, прошедших испытания и разрешенных к применению, приведен в приложении И.
4.2 ТРЕБОВАНИЯ К АНТИКОРРОЗИОННОЙ ЗАЩИТЕ МЕТАЛЛОКОНСТРУКЦИЙ ЖЕЛЕЗОБЕТОННЫХ РЕЗЕРВУАРОВ.
4.2.1Металлоконструкции железобетонных резервуаров подлежат антикоррозионной защите в соответствии с настоящими Правилами в зависимости от их расположения.
4.2.2Антикоррозионную защиту металлоконструкций и трубопроводов внутри резервуара осуществляют по технологии защиты внутренних поверхностей резервуаров (см. раздел 6 Настоящих РД).
4.2.3Антикоррозионную защиту металлоконструкций и трубопроводов, расположенных снаружи резервуара и находящиеся в пределах каре, по технологии защиты наружных поверхностей резервуаров (см. раздел 5 Настоящих РД).
4.3 ТРЕБОВАНИЯ К ТОЛЩИНЕ ПОКРЫТИЙ.
4.3.1 Номинальная толщина покрытий, рекомендованных к применению настоящими Правилами, приведена в таблицах приложений Л и М.
4.3.2 Допускаемое отклонение толщины отвержденного покрытия в меньшую сторону составляет 20% при условии, что среднее значение толщины на замеренном участке будет соответствовать номинальной толщине или превышать ее. Количество замеров толщины покрытия определяется из расчета 7–8 замеров на 1 м2.
4.3.3 Допускаемое отклонение отвержденного покрытия в большую сторону определяет Поставщик ЛКМ с учетом критической толщины конкретного ЛКМ, при превышении которой в покрытии создаются внутренние напряжения, вызывающие разрушение покрытия, и технологических (тиксотропных) свойств ЛКМ, когда при определенной толщине происходит стекание краски с вертикальных поверхностей.
4.3.4 Замеры толщины покрытия производят из расчета не менее 10 замеров на 1 м2окрашеннойповерхности.
4.4 СРОКИ СЛУЖБЫ АНТИКОРРОЗИОННЫХ ПОКРЫТИЙ РЕЗЕРВУАРОВ.
4.4.1 Срок службы покрытия – это предполагаемая долговечность системы покрытия до его первого капитального ремонта. Согласно ИСО, первый капитальный ремонт покрытия производят при степени разрушения покрытия Ri 3 по ИСО, т.е. 1%окрашенной поверхности покрыт ржавчиной. По согласованию заинтересованных сторон решение о капитальном ремонте может быть принято и при меньшей степени разрушения покрытия.
4.4.2 Производитель работ дает гарантийный срок службы покрытия, который относится к юридическим понятиям и определяется условиями договора на проведение работ по антикоррозионной защите резервуара.
4.4.3 Срок службы наружных лакокрасочных покрытий вновь строящихся резервуаров составляет 10–20лет.
4.4.4 Срок службы наружных лакокрасочных покрытий резервуаров, выведенных в ремонт, составляет от10 до 20 лет. Выбор покрытия с определенным сроком службы производят в зависимости от остаточного ресурса эксплуатации резервуара, который определяется на основании результатов диагностики в соответствии с РД.
4.4.5 Срок службы лакокрасочных покрытий всех типов для внутренней поверхности вновь строящихся резервуаров составляет не менее 20 лет.
4.4.6 Срок службы покрытий для внутренней поверхности резервуаров определяет тип покрытия и остаточным ресурсом эксплуатации резервуара на основании результатов диагностики:
– покрытия нормального типа – не менее 10 лет;
– покрытия усиленного типа – не менее 15 лет;
– покрытия особо усиленного типа, армированные стекло–матами или рубленым стекловолокном, – не менее 20 лет.
4.4.7 Системы лакокрасочных покрытий, прошедшие испытания на соответствие Техническим требованиям и включенные в перечень (приложение И) обеспечивают указанные сроки службы при условии правильного выбора системы покрытия и выполнения требований к технологическому процессу антикоррозионной защиты на всех его стадиях.
4.4.8 Проверка состояния покрытий проводится одновременно с техническим диагностированием резервуара:
– наружное покрытие– при проведении частичного и полного обследования резервуара не реже 1 раза в 5 лет;
– внутреннее покрытие – при полном обследовании резервуара не реже 1 раза в 10 лет.
– 1 раз в 5 лет проводят выборочное обследование внутреннего покрытия из расчета 1 резервуар на 10 отремонтированных или вновь построенных с аналогичным покрытием.
5. ПОКРЫТИЯ ДЛЯ НАРУЖНОЙ ПОВЕРХНОСТИ РЕЗЕРВУАРОВ.
5.1 УСЛОВИЯ ЭКСПЛУАТАЦИИ НАРУЖНЫХ ПОКРЫТИЙ РЕЗЕРВУАРОВ.
5.1.1 Резервуары Компании «ГазТрансНефть» эксплуатируются в промышленной атмосфере различных климатических зон: умеренного, умеренно–холодного и холодного климатов.
5.1.2 Коррозионная активность окружающей среды определяется комплексным воздействием на антикоррозионное покрытие следующих факторов:
5.1.3 Условия эксплуатации резервуаров для хранения нефти разделяют по следующим категориям атмосферной коррозионной активности:
– С3 (средняя) –промышленная атмосфера зон умеренного и холодного климатов вдали от рек и морей (скорость коррозии стали составляет 200–400 г/м2·год);
– С4 (высокая) –промышленная атмосфера зон умеренного и холодного климатов вблизи рек и других водоемов с пресной водой или незначительной засоленностью (скорость коррозии стали составляет 400–650 г/м2·год);
– С5–М (очень высокая, морская) – прибрежные области с большой засоленностью, морская атмосфера (скорость коррозии стали составляет более 650 г/м2·год).
5.2 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ЛКМ И СИСТЕМАМ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ ДЛЯ НАРУЖНОЙ ПОВЕРХНОСТИ РЕЗЕРВУАРОВ.
5.2.1 Наружное покрытие резервуаров должно обеспечивать антикоррозионную защиту резервуара в промышленной атмосфере макроклиматических зон умеренного и холодного климата.
5.2.2 Покрытие должно быть устойчивым к изменению геометрических параметров конструкции резервуара, размеры которых определены РД «Положение о системе технического диагностирования сварных вертикальных цилиндрических резервуаров для нефти и нефтепродуктов»:
5.2.3 Покрытие должно быть стойким к кратковременному воздействию хранящегося в резервуаре продукта на случай облива наружной поверхности в процессе эксплуатации резервуара, стойким и химически нейтральным к моющим средствам.
5.2.4 Толщина покрытия должна соответствовать номинальной толщине в соответствии с технической документацией на данную систему покрытия (см. приложение Л).
5.2.5 Поверхность покрытия должна быть однородной, иметь низкое грязе–удержание.
5.2.6 Цвет покрывного ЛКМ должен быть светлым.
5.2.7 Покрытие должно быть устойчивым к нагрузкам, возникающим в результате суточных перепадов температур и перепадов температур в процессе эксплуатации.
5.2.8 Покрытие должно быть сплошным для обеспечения барьерного эффекта.
5.2.9 Технические характеристики покрытия, их нормативные значения и методы испытаний с указанием нормативного документа приведены в приложении Е.
5.3 АНТИКОРРОЗИОННЫЕ ПОКРЫТИЯ ДЛЯ НАРУЖНОЙ ПОВЕРХНОСТИ РЕЗЕРВУАРОВ.
5.3.1 Покрытия для антикоррозионной защиты наружной поверхности резервуаров представляют собой комплексные системы покрытий, состоящие из 2–4 слоев ЛКМ различных классов: эпоксидных, полиуретановых и других.
5.3.2 Для антикоррозионной защиты наружной поверхности резервуаров используют 2 вида покрытий:
– системы покрытий с грунтовками, содержащими цинк;
– системы покрытий с грунтовками, содержащими прочие антикоррозионные пигменты и наполнители.
5.3.3 Системы покрытий могут быть комбинированными, т.е. включать ЛКМ на основе различных пленкообразующих. В комбинированных системах покрытий, включающих эпоксидные и полиуретановые ЛКМ, эпоксидные ЛКМ используют только в качестве грунтовочных и промежуточных слоев, отделочный верхний слой выполняют материалом на основе полиуретановых материалов.
5.3.4 Системы покрытий с цинксодержащими грунтовками используют для антикоррозионной защиты вновь строящихся резервуаров.
5.3.5 Системы покрытий с грунтовками, не содержащими цинк, используют на всех резервуарах, подлежащих антикоррозионной защите: вновь строящихся; действующих, без вывода их из эксплуатации, и выведенных в ремонт.
5.4 ТИПОВАЯ ТЕХНОЛОГИЧЕСКАЯ СХЕМА ПРОЦЕССА АНТИКОРРОЗИОННОЙ ЗАЩИТЫ НАРУЖНОЙ ПОВЕРХНОСТИ РЕЗЕРВУАРА.
5.4.1 Антикоррозионная защита резервуаров ЛКП производится в следующей последовательности:
– подготовка резервуара к проведению работ по антикоррозионной защите;
– подготовка металлической поверхности резервуара перед окрашиванием;
– окраска наружной поверхности резервуара, включая верхнюю поверхность плавающей крыши, верхний пояс резервуара с плавающей крышей, конструкции и трубопроводы в пределах каре;
– отверждение покрытия;
– контроль качества покрытия;
– устранение дефектов покрытия.
На всех стадиях технологического процесса осуществляют пооперационный контроль.
5.4.2 Антикоррозионная защита трубопроводов и оборудования в пределах каре осуществляется по той же технологии, что и наружная поверхность резервуара.
5.4.3 На наружную поверхность стенки резервуара должны быть нанесены логотипы Компании «ГазТрансНефть» в соответствии с утвержденными эскизами, надписи, «Огнеопасно» и номер резервуара.
5.4.4 Типовая технологическая схема процесса антикоррозионной защиты наружной поверхности резервуаров приведена в приложении К.
5.5 ВЫБОР СИСТЕМЫ ПОКРЫТИЯ ДЛЯ НАРУЖНОЙ ПОВЕРХНОСТИ РЕЗЕРВУАРА.
5.5.1 Выбор системы покрытия для антикоррозионной защиты наружной поверхности резервуара определяется следующими факторами:
– состоянием резервуара (п.3.1.1;3.1.2);
– категорией атмосферной коррозионной активности (п.5.1.3);
– применяемой грунтовкой (п.5.3.2);
– суммарной толщиной покрытия, прошедшего сертификацию;
– необходимым сроком службы.
5.5.2 Системы покрытий для наружной поверхности резервуаров с указанием оптимальной толщины каждого слоя и покрытия в целом, условий эксплуатации и сроков службы приведены в приложении Л.
6. ПОКРЫТИЯ ДЛЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ РЕЗЕРВУАРОВ.
6.1 УСЛОВИЯ ЭКСПЛУАТАЦИИ ВНУТРЕННИХ ПОКРЫТИЙ РЕЗЕРВУАРОВ.
6.1.1 По условиям эксплуатации внутренняя поверхность резервуара разделяется на три зоны:
– днище и первый пояс на всю высоту +100 мм;
– средние пояса;
– верхний пояс и крыша.
6.1.2 Днище и первый пояс резервуара подвергаются воздействию коррозионно–активной минерализованной подтоварной воды.
6.1.3 Средние пояса резервуара испытывают воздействие товарной нефти, коррозионная активность которой незначительна.
6.1.4 Верхний пояс и крыша резервуаров со стационарной крышей подвергаются воздействию газо–воздушной фазы повышенной коррозионной агрессивности за счет присутствия кислорода, углекислого газа, сероводорода, паров воды.
6.1.5 Элементы конструкций и трубопроводы, находящиеся внутри резервуара, также подвергаются воздействию различных сред в зависимости от их расположения по высоте резервуара.
6.1.6 Максимальная температура эксплуатации внутреннего покрытия составляет +50°С.
6.1.7. Степени агрессивного воздействия сред определяют по СНиП «Защита строительных конструкций от коррозии»:
– слабоагрессивные;
– средне–агрессивные;
– сильноагрессивные.
6.1.8 Агрессивность нефти определяется содержанием серы, воды, хлористых солей и сероводорода. Степени агрессивности сред на различные элементы конструкций резервуаров приведены в таблице 6.1.
Таблица 6.1 Степень агрессивного воздействия сред на элементы конструкций резервуаров.
|
Элементы конструкций резервуаров |
Степень агрессивного воздействия на стальные конструкции резервуаров в зависимости от нефти (классификация по ГОСТ) |
|
|
классы 1, 2, 3 вид 1* |
класс 4 вид 2, 3** |
|
|
Внутренняя поверхность днища и первый пояс на всю высоту + 100 мм (зона воздействия подтоварной воды), а также элементы конструкций и трубопроводы, расположенные в этой зоне |
Средне–агрессивная |
Сильноагрессивная |
|
Средние пояса, нижние части понтонов и плавающих крыш |
Слабоагрессивная |
Слабоагрессивная |
|
Верхний пояс (зона периодического смачивания) |
Средне–агрессивная |
Сильноагрессивная |
|
Крыша резервуара, верх и бортовые поверхности понтонов, бортовые поверхности плавающих крыш (паро–воздушная зона) |
Средне–агрессивная |
Сильноагрессивная |
|
*Массовые доли: серы – 0–3,50%, сероводорода – не более 20 ppm, метил – и этил–меркаптанов в сумме – не более 40 ppm. **Массовые доли: серы – более 3,50%, сероводорода – 20–100 ppm, метил – и этил–меркаптанов в сумме – 40–100 ppm. |
||
6.2 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ВНУТРЕННЕМУ ПОКРЫТИЮ РЕЗЕРВУАРОВ.
6.2.1 Внутреннее покрытие резервуаров должно обладать стойкостью к хранящимся в резервуаре продуктам.
6.2.2 Покрытие должно быть устойчивым к изменению геометрических параметров конструкции резервуара в процессе его эксплуатации, размеры которых определены РД «Положение о системе технического диагностирования сварных вертикальных цилиндрических резервуаров для нефти и нефтепродуктов»:
6.2.3 Покрытие должно быть устойчивым к нагрузкам, возникающим в результате суточных перепадов температур и перепадов температур в процессе эксплуатации.
6.2.4 Толщина покрытия должна соответствовать номинальной толщине в соответствии с технической документацией на данную систему покрытия.
6.2.5 Покрытие должно иметь прочное сцепление с металлической поверхностью.
6.2.6 Поверхность покрытия должна быть однородной и легко поддаваться очистке от хранящегося в резервуаре продукта перед проведением осмотров.
6.2.7 Покрытие должно быть сплошным для обеспечения барьерного эффекта.
6.2.8 Удельное объемное сопротивление покрытия не нормируется.
6.2.9 Технические характеристики покрытия, их нормативные показатели и методы испытаний с указанием нормативного документа приведены в приложении Л.
6.3 ТИПЫ АНТИКОРРОЗИОННЫХ ПОКРЫТИЙ ДЛЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ РЕЗЕРВУАРОВ.
6.3.1 Для антикоррозионной защиты внутренней поверхности резервуаров используют покрытия нормального, усиленного и особо усиленного типа. Все покрытия разделяются на 5групп:
– № 1 – покрытия нормального типа на основе эпоксидных ЛКМ суммарной толщиной до 300 мкм;
– № 2 – покрытия нормального типа на основе однокомпонентных полиуретановых ЛКМ толщиной 200–500мкм;
– № 3 – покрытия усиленного типа однослойные покрытия на основе эпоксидных ЛКМ с высоким содержанием сухого остатка толщиной 500–600 мкм;
– № 4 – покрытия особо усиленного типа на основе эпоксидных ЛКМ с высоким содержанием сухого остатка, армированные стекло–матами, толщиной 2000–3000 мкм;
– № 5 – покрытия особо усиленного типа на основе эпоксидных ЛКМ с высоким содержанием сухого остатка, армированные рубленым стекловолокном, толщиной 1000–2000 мкм.
6.3.2 Покрытия нормального типа №№ 1 и 2 применяют при слабоагрессивных условиях эксплуатации для защиты всей внутренней поверхности, как вновь строящихся резервуаров, так и резервуаров, прошедших текущий или капитальный ремонт. При средне– и сильноагрессивных условиях эксплуатации применяют для защиты поверхностей, контактирующих с нефтью (средние пояса резервуаров типа РВС, нижняя часть понтона и плавающей крыши).
6.3.3 Покрытия усиленного типа № 3 применяют при слабо– и среднеагрессивных условиях эксплуатации для защиты всей внутренней поверхности как вновь строящихся резервуаров, так и резервуаров, прошедших текущий или капитальный ремонт. При использовании различных типов покрытий по высоте резервуара для средне– и сильноагрессивных сред покрытия усиленного типа используют для защиты верхнего пояса, крыши и зоны средних поясов резервуаров РВС, контактирующих с нефтью, а также нижней части понтона и плавающей крыши.
6.3.4 Покрытия особо усиленного типа № 4 и № 5 применяют для защиты днища и первого пояса на всю высоту + 100 мм при средне– и сильноагрессивных условиях эксплуатации, особенно при возможности коррозионных поражений днища со стороны основания. Покрытия, армированные рубленым стекловолокном, применяют также для защиты крыши при сильноагрессивных условиях эксплуатации.
6.3.5 Покрытия особо усиленного типа применяют как для защиты вновь строящихся резервуаров, так и для восстановления резервуаров, выведенных в ремонт, что позволяет сократить объемы предварительно выполняемых ремонтных работ.
6.3.6 Системы покрытий для внутренней поверхности резервуаров с указанием оптимальной толщины каждого слоя и покрытия в целом приведены в приложении М.
6.4 ВЫБОР СХЕМЫ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ ВНУТРЕННЕЙ ПОВЕРХНОСТИ РЕЗЕРВУАРА.
6.4.1 Антикоррозионная защита внутренней поверхности резервуара и конструкционных элементов, находящихся внутри резервуара, может выполняться как одной, так и несколькими системами покрытий различного типа по высоте резервуара.
6.4.2 Выбор схемы антикоррозионной защиты внутренней поверхности резервуара и его конструкционных элементов производится с учетом следующих факторов:
– типа резервуара (РВС, РВСП, РВСПК);
– состояния резервуара (п.3.1.3);
– условий эксплуатации (п.п.6.1.7,6.1.8);
– результатов диагностики резервуара, находящегося в эксплуатации;
– необходимого срока продления службы резервуара, находящегося в эксплуатации;
– химической нейтральности к средствам пенотушения.
6.4.3 При хранении в резервуаре нефти одного класса и вида условия эксплуатации определяют в соответствии с п/п. 6.1.7 и 6.1.8.
6.4.4 При возможности хранения в резервуаре нефтей с различной степенью агрессивности выбор покрытий производят для наибольшей степени агрессивности.
6.4.5 В таблице 6.2приведены схемы антикоррозионной защиты резервуаров в зависимости от типа и состояния резервуара, а также коррозионной агрессивности среды.
Таблица 6.2 (обязательная). Схемы антикоррозионной защиты внутренней поверхности резервуаров.
|
Тип и состояние резервуара |
Коррозионная агрессивность среды |
Элементы конструкции |
Тип покрытия |
|
Вновь строящийся резервуар со стационарной крышей (РВС) |
Слабоагрессивная и средне–агрессивная среда, отсутствие коррозии днища со стороны основания резервуара |
Вся внутренняя поверхность резервуара, включая металлоконструкции и трубопроводы внутри резервуара. |
№№ 1,2 или 3 |
|
Сильноагрессивная среда, отсутствие коррозии днища со стороны основания резервуара |
Днище и первый пояс резервуара на всю высоту + 100 мм. |
№№ 4 или 5 |
|
|
Металлоконструкции и трубопроводы в зоне первого пояса. |
№ 3 |
||
|
Средние пояса. |
№№ 1,2 или 3 |
||
|
Верхний пояс и крыша |
№№ 3 или 5 |
||
|
Вновь строящийся резервуар со стационарной крышей и понтоном (РВСП) и с плавающей крышей (РВСПК) |
Слабоагрессивная и средне–агрессивная среда, отсутствие коррозии днища со стороны основания резервуара |
Днище и первый пояс резервуара на всю высоту + 100 мм. Нижняя и верхняя поверхности и борт понтона. Нижняя поверхность и борт плавающей крыши. Металлоконструкции и трубопроводы внутри резервуара. Верхний пояс и крыша РВСП. Опорные стойки понтона и плавающей крыши. Направляющие на высоту первого пояса + 100 мм. |
№№ 1,2 или 3 |
|
Средние пояса (зона движения понтона или плавающей крыши) |
не окрашиваются |
||
|
Сильноагрессивная среда, отсутствие коррозии днища со стороны основания резервуара |
Днище и первый пояс резервуара на всю высоту + 100 мм. Опорные стойки понтона. Направляющие на высоту первого пояса + 100 мм. |
№№ 4 или 5 |
|
|
Металлоконструкции и трубопроводы в зоне первого пояса. |
№ 3 |
||
|
Нижняя и верхняя поверхности и борт понтона. Нижняя поверхность, борт и опорные стойки плавающей крыши. Верхний пояс и крыша РВСП. |
№№ 1,2 или 3 |
||
|
Средние пояса (зона движения понтона или плавающей крыши). |
не окрашиваются |
||
|
Резервуары РВС, выведенные в ремонт |
Слабоагрессивная и средне агрессивная среда, отсутствие коррозии днища со стороны основания резервуара |
Днище и первый пояс резервуара на всю высоту + 100 мм. |
№№ 1,2 или 3* №№ 4 или 5** |
|
Металлоконструкции и трубопроводы в зоне первого пояса. |
№3 |
||
|
Средние пояса. |
№№ 1,2 или 3 |
||
|
Верхний пояс и крыша. |
№№ 1,2 или 3 № 5*** |
||
|
Слабоагрессивная и средне агрессивная среда, коррозия днища со стороны основания резервуара |
Днище и первый пояс резервуара на всю высоту + 100 мм. |
№№ 4 или 5 |
|
|
Металлоконструкции и трубопроводы в зоне первого пояса. |
№3 |
||
|
Средние пояса. |
№№ 1,2 или 3 |
||
|
Верхний пояс и крыша. |
№№ 1,2 или 3* № 5*** |
||
|
Сильноагрессивная среда при любом состоянии днища со стороны основания |
Днище и первый пояс резервуара на всю высоту + 100 мм. |
№№ 4 или 5 |
|
|
Металлоконструкции и трубопроводы внутри резервуара. |
№ 3 |
||
|
Средние пояса. |
№№ 1,2 или 3 |
||
|
Верхний пояс и крыша. |
№№ 3 или 5 |
||
|
Резервуары РВСП и РВСПК, выведенные в ремонт |
Слабоагрессивная и средне агрессивная среда, коррозия днища со стороны основания резервуара |
Днище и первый пояс резервуара на всю высоту+ 100 мм. Опорные стойки понтона. Направляющие на высоту первого пояса + 100 Верхний пояс и крыша РВСП. и плавающей крыши. |
№№ 1, 2 или 3* №№ 4 или 5 |
|
Металлоконструкции и трубопроводы в зоне первого пояса. |
№3 |
||
|
Нижняя и верхняя поверхности и борт понтона. Нижняя поверхность, борт и опорные стойки плавающей крыши. Верхний пояс и крыша РВСП. |
№№ 1,2 или 3 |
||
|
Средние пояса (зона движения понтона или плавающей крыши). |
не окрашиваются |
||
|
Слабоагрессивная и средне–агрессивная среда, коррозия днища со стороны основания резервуара |
Днище и первый пояс резервуара на всю высоту + 100 мм. |
№№ 4 или 5 |
|
|
Опорные стойки понтона. Направляющие на высоту первого пояса + 100 мм. Верхний пояс и крыша РВСП. и плавающей крыши. |
№№ 1, 2 или 3* №№ 4 или 5** |
||
|
Металлоконструкции и трубопроводы в зоне первого пояса. |
№3 |
||
|
Нижняя и верхняя поверхности и борт понтона. Нижняя поверхность, борт и опорные стойки плавающей крыши. Верхний пояс и крыша РВСП. |
№№ 1,2 или 3 |
||
|
Средние пояса (зона движения понтона или плавающей крыши). |
не окрашиваются |
||
|
Сильноагрессивная среда, при любом состоянии днища со стороны основания |
Днище и первый пояс резервуара на всю высоту+ 100 мм. Опорные стойки понтона. Направляющие на высоту первого пояса + 100 мм. |
№№ 4 или 5 |
|
|
Металлоконструкции и трубопроводы в зоне первого пояса. |
№3 |
||
|
Нижняя и верхняя поверхности и борт понтона. |
|
||
|
Нижняя поверхность, борт и опорные стойки плавающей крыши. Верхний пояс и крыша РВСП. |
№№ 1,2 или 3 |
||
|
Средние пояса (зона движения понтона или плавающей крыши). |
не окрашиваются |
||
|
Примечания *Допускается использование после капитального или текущего ремонта резервуара и при отсутствии коррозионных повреждений, особенно питинговых разрушений. ** Исключает замену стальных листов днища (п/п. 6.3.6, 6.3.7). *** Применяется при наличии коррозионных разрушений, в том числе питинговых. |
|||
6.5 ТИПОВЫЕ ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ ПРОЦЕССА АНТИКОРРОЗИОННОЙ ЗАЩИТЫ ВНУТРЕННЕЙ ПОВЕРХНОСТИ РЕЗЕРВУАРА.
6.5.1 Антикоррозионная защита внутренней поверхности резервуаров лакокрасочными покрытиями производится в следующей последовательности:
– подготовка резервуара к проведению работ по антикоррозионной защите;
– подготовка металлической поверхности резервуара перед окраской;
– окраска внутренней поверхности резервуара, включая элементы конструкций и трубопроводы внутри резервуара;
– отверждение покрытия;
– контроль качества покрытия;
– устранение дефектов покрытия.
На всех стадиях технологического процесса осуществляют пооперационный контроль.
6.5.2Антикоррозионную защиту производят в соответствии с типовыми технологическими схемами, каждая из которых объединяет несколько типов покрытий (см. таблицу 6.3).
Таблица 6.3
Типовые технологические схемы и типы применяемых покрытий
|
№№ типовой технологической схемы |
Типы применяемых покрытий |
|
1 |
Покрытия нормального и усиленного типа (№№ 1, 2, 3) |
|
2 |
Покрытия особо усиленного типа (№№ 4, 5) |
6.5.3Типовые технологические схемы процесса антикоррозионной защиты внутренней поверхности резервуаров приведены в приложении Н.
6.6 ПОСЛЕДОВАТЕЛЬНОСТЬ ПРОВЕДЕНИЯ РАБОТ ПО АНТИКОРРОЗИОННОЙ ЗАЩИТЕ ВНУТРЕННЕЙ ПОВЕРХНОСТИ РЕЗЕРВУАРА ПОКРЫТИЯМИ РАЗЛИЧНОГО ТИПА.
6.6.1 Общие положения.
6.6.1.1 Для предотвращения повреждения покрытия в процессе антикоррозионной защиты должно соблюдаться общее требование при производстве работ: подготовка поверхности и окраска производятся поэтапно с учетом производительности оборудования и жизнеспособности двухкомпонентных ЛКМ, от крыши к днищу, в следующем порядке: крыша, боковая поверхность, трубопроводы и металлоконструкции внутри резервуара, днище.
6.6.1.2 Особенности защиты резервуаров разной конструкции обусловлены наличием понтона или плавающей крыши и применением для защиты днища и первого пояса покрытий особо усиленного типа.
6.6.2 Резервуары со стационарной крышей (РВС).
6.6.2.1 При использовании схемы без усиления защиты днища и первого пояса внутреннюю поверхность окрашивают полностью в соответствии с п. 6.6.1.1.
6.6.2.2 При усилении защиты днища и первого пояса следует применять следующую схему антикоррозионной защиты:
– крышу, боковую поверхность, за исключением первого пояса на всю высоту +100 мм, и металлоконструкции, расположенные выше 1 пояса +100 мм, защищают покрытиями нормального или усиленного типа (при сильноагрессивных условиях эксплуатации крышу и верхний пояс на всю высоту +100 мм защищают покрытием особо усиленного типа, армированным рубленым стекловолокном);
– первый пояс на всю высоту +100 мм, трубопроводы и металлоконструкции в пределах этой зоны, днище –покрытие особо усиленного типа.
6.6.3 Резервуары со стационарной крышей и понтоном (РВСП).
6.6.3.1 В резервуарах типа РВСП средние пояса в зоне движения понтона не окрашиваются.
6.6.3.2 Понтон, выполненный из алюминия, антикоррозионной защите не подлежит.
6.6.3.3 При использовании схемы без усиления защиты днища и первого пояса внутренняя поверхность, за исключением средних поясов в зоне движения понтона, подлежит антикоррозионной защите в последовательности: крыша, верхний пояс, верхняя и нижняя поверхность и борта стального понтона, первый пояс, трубопроводы и металлоконструкции внутри резервуара и днище.
6.6.3.4 При усилении защиты днища и первого пояса следует применять следующую схему антикоррозионной защиты резервуара:
– крышу, верхний пояс, верхнюю, нижнюю поверхности и борта стального понтона, металлоконструкции, расположенные выше 1 пояса +100 мм, защищают покрытиями нормального или усиленного типа (при сильноагрессивных условиях эксплуатации крышу защищают покрытием особо усиленного типа, армированным рубленым стекловолокном);
– первый пояс на всю высоту +100 мм, опорные стойки понтона и трубопроводы в пределах этой высоты, днище – покрытием особо усиленного типа.
6.6.3.5 Антикоррозионную защиту крыши и верхнего пояса производят до монтажа алюминиевого понтона.
6.6.4 Резервуары с плавающей крышей (РВСПК).
6.6.4.1 В резервуарах типа РВСПК средние пояса в зоне движения плавающей крыши не окрашиваются.
6.6.4.2 Верхняя часть плавающей крыши и верхняя часть боковой поверхности резервуара подвергаются воздействию атмосферы и подлежат окраске по технологии защиты наружной поверхности резервуара.
6.6.4.3 При использовании схемы без усиления защиты днища и первого пояса внутренняя поверхность, за исключением средних поясов в зоне движения плавающей крыши, подлежит антикоррозионной защите в последовательности:
6.6.4.4 При усилении защиты днища и первого пояса следует применять следующую схему антикоррозионной защиты резервуара:
– боковую и нижнюю поверхность стальной плавающей крыши, металлоконструкции, расположенные выше первого пояса +100 мм, защищают покрытиями нормального или усиленного типа;
– первый пояс на всю высоту +100 мм, направляющие и трубопроводы в пределах этой высоты, днище –покрытием особо усиленного типа.
7. ТРЕБОВАНИЯ К УСЛОВИЯМ ОКРУЖАЮЩЕЙ СРЕДЫ ПРИ ПРОВЕДЕНИИ АНТИКОРРОЗИОННЫХ РАБОТ.
7.1 При проведении антикоррозионных работ необходимо соблюдать требования к условиям окружающей среды (температура и относительная влажность воздуха).
7.2 Для получения качественного покрытия необходимо следить за отсутствием влаги на окрашиваемой поверхности. Конденсация влаги из окружающего воздуха на металлической поверхности не происходит, если температура металлической поверхности на 3°выше точки росы.
7.3 Антикоррозионные работы проводятся при температуре окружающего воздуха не ниже +5°С и относительной влажности воздуха не выше 80%.
7.4 Запрещается проведение антикоррозионных работ на наружной поверхности резервуаров всех типов и на внутренней поверхности резервуаров при отсутствии стационарной крыши во время выпадения осадков (дождь, снег) или вероятности их выпадения в течение времени, необходимого для подготовки поверхности, нанесения и отверждения покрытия до отлипа согласно ГОСТ.
7.5 Проведение антикоррозионных работ внутри резервуара с плавающей крышей допускается при условии временной герметизации зазора между стенкой и вторичным уплотнением затвора.
7.6 При проведении антикоррозионных работ внутри резервуаров типа РВС и РВСП для создания оптимальных условий используют установки для подогрева и осушки воздуха.
8. ТРЕБОВАНИЯ К ПОДГОТОВКЕ ПОВЕРХНОСТИ РЕЗЕРВУАРА.
8.1 ОБЩИЕ ТРЕБОВАНИЯ.
8.1.1 Подготовка металлической поверхности резервуара перед окраской включает следующие операции:
– обезжиривание участков с любой степенью зажиренности по ГОСТ;
– очистка от окислов;
– обеспыливание;
– осушка (при необходимости).
8.1.2 Обезжиривание участков с любой степенью зажиренности производят органическими растворителями или моющими составами в соответствии с ГОСТ.
8.1.3 Очистка от окислов производится струйным абразивным методом для получения максимальной адгезии покрытия с металлом. В процессе очистки с поверхности металла удаляют окалину и ржавчину, а также создают на металлической поверхности шероховатость в соответствии с требованием технической документации на ЛКМ. При антикоррозионной защите наружной поверхности действующего резервуара без вывода его из эксплуатации очистку поверхности производят гидроабразивным методом.
8.1.4 Для струйной абразивной очистки используют абразивные материалы: купер–шлак Nastra фирмы Franz L. BRUMMER Gmb H& Co., Германия, и купер–шлак «Урал–грит», Россия, ТУ. Допускается использовать другие отечественные и импортные абразивные материалы, удовлетворяющие ИСО, прошедшие испытания и имеющие санитарно–эпидемиологическое заключение: диоксид алюминия (ИСО), шлак медеплавильного производства (ИСО) или топочный шлак (ИСО) с размером частиц 0,2–2,8 мм. Кратность использования диоксида алюминия – 5, купер–шлака и топочного шлаков – 1.
8.1.5 Применяемые абразивные материалы должны удовлетворять требованиям технической документации по твердости (ИСО), фракционному составу (ИСО), плотности (ИСО), влажности (ИСО).
8.1.6 Сжатый воздух, предназначенный для абразивной обработки и окрашивания методом распыления, должен соответствовать требованиям ГОСТ.
8.1.7 Особое внимание должно быть обращено на очистку сварных швов, раковин, оспин и труднодоступных мест. Перед очисткой сварных швов тщательно удаляют сварочные брызги, пригар, шлак. Данные работы допускается проводить ручными или механизированными металлическими щетками или другим инструментом.
8.1.8 Абразивную очистку крупногабаритных резервуарных конструкций производят поэтапно. При этом обрабатываемая за один раз поверхность не должна превышать площадь, которая может быть защищена до ее окисления. Интервал между подготовкой поверхности и окрашиванием определяется технической документацией на конкретный ЛКМ, но не должен превышать 6 часов согласно ГОСТ.
8.1.9 Размер обрабатываемой поверхности рассчитывают с учетом возможностей применяемого оборудования для проведения антикоррозионных работ, типа резервуара и типа ЛКМ.
8.1.10 По окончании абразивной очистки и оседания пыли удаляют отработанный абразивный материал из рабочей зоны и производят обеспыливание поверхности с помощью вакуумной системы отсоса пыли.
8.1.11 Поверхность, подготовленная к окрашиванию, должна быть сухой, обеспыленной, без загрязнений маслами, смазками, не иметь налета вторичной коррозии.
8.1.12 Подготовленная к окраске поверхность подлежит контролю по следующим показателям:
8.1.13 При наличии на поверхности участков, не соответствующих требованиям, обработку повторяют.
8.1.14 Работы по поэтапной подготовке поверхности фиксируют в журнале пооперационного контроля (приложение В).
Координаты поверхности определяют согласно схеме поэтапного проведения антикоррозионных работ.
8.1.15 По окончании работ комиссия составляет акт на скрытые работы по подготовке внутренней поверхности резервуара к окраске, отражающий качество подготовки поверхности(приложение Б).
8.2 ПОДГОТОВКА НАРУЖНОЙ ПОВЕРХНОСТИ РЕЗЕРВУАРОВ.
8.2.1 Подготовка наружной поверхности вновь строящихся резервуаров и резервуаров, выведенных в ремонт.
8.2.1.1 При подготовке наружной поверхности вновь строящихся резервуаров и резервуаров, выведенных в ремонт, следует руководствоваться требованиями раздела 8.1.
8.2.1.2 При проведении струйной абразивной очистки резервуаров, выведенных в ремонт, остатки старой краски должны быть полностью удалены.
8.2.2 Подготовка наружной поверхности действующих резервуаров без вывода их из эксплуатации:
8.2.2.1 Антикоррозионная защита действующих резервуаров без вывода их из эксплуатации относится к работам повышенной опасности и проводится в строгом соответствии с типовыми инструкциями по организации безопасного проведения работ повышенной опасности. Непосредственно в момент выполнения работ по подготовке поверхности и окраске наружной поверхности действующего резервуара без вывода его из эксплуатации запрещаются работы по приему и откачке нефти из резервуара. Заполнение резервуара со стационарной крышей без понтона должно быть максимально возможным с целью предотвращения образования паровоздушной смеси и снижения риска возникновения пожара.
8.2.2.2 При удалении сварочных брызг, пригара, шлака и при очистке сварочных швов, раковин, оспин и труднодоступных мест используют ручной или механизированный инструмент во взрывобезопасном исполнении с подачей воды.
8.2.2.3 Очистку наружной поверхности резервуара от окислов и остатков старого покрытия, включая конструкции и трубопроводы в пределах каре, а также верхнюю часть плавающей крыши и верхнюю часть боковой поверхности резервуара производят в соответствии с разделом 8.1 с заменой абразивной обработки на гидроабразивную обработку. После гидроабразивной очистки производят промывку водой для удаления абразива и обдув теплым воздухом для удаления влаги и осушки поверхности перед нанесением антикоррозионного покрытия.
8.3 ПОДГОТОВКА ВНУТРЕННЕЙ ПОВЕРХНОСТИ.
8.3.1 Подготовка внутренней поверхности вновь строящихся резервуаров.
8.3.1.1 Подготовку внутренней поверхности вновь строящихся резервуаров производят в соответствии с требованиями раздела 8.1 в последовательности, определенной в разделе 6.6.
8.3.1.2 В резервуарах с понтоном или плавающей крышей боковую поверхность резервуара в зоне их движения очищают от продуктов коррозии струйным абразивным методом до степени не ниже Sa 2 с шероховатостью поверхности 20–30 мкм.
8.3.2 Подготовка внутренней поверхности резервуаров, выведенных в ремонт
8.3.2.1 Подготовку резервуара к антикоррозионной защите производят в соответствии с ОР «Регламент вывода из эксплуатации, проведения диагностики, капитального ремонта(реконструкции) резервуаров и ввода их в эксплуатацию».
8.3.2.2 Перед проведением антикоррозионных работ на резервуарах, выведенных в ремонт, проводятся следующие подготовительные работы:
– опорожнение,
– очистка резервуара от остатков нефти и парафиновых отложений,
– диагностика,
– текущий или капитальный ремонт металлоконструкций и внутренней обвязки резервуара в зависимости от результатов диагностики.
8.3.2.3 После производства работ по диагностике и ремонта резервуара проводят гидравлические испытания резервуара.
8.3.2.4 Резервуар, подготовленный к проведению антикоррозионных работ, должен соответствовать требованиям ОР–КТН и требованиям к конструкции настоящих Правил (раздел 3,приложение Д).По окончании работ резервуар принимается по акту (приложение А).
8.3.2.5 Дальнейшие работы по подготовке поверхности резервуара к нанесению ЛКМ проводятся в соответствии с требованиями раздела 8.1 и 8.3.1.
9. ТРЕБОВАНИЯ К ЛКМ И ПОДГОТОВКЕ ИХ К НАНЕСЕНИЮ.
9.1 Поставляемые для антикоррозионной защиты ЛКМ должны удовлетворять требованиям технической документации. Качество поступающих материалов должно быть подтверждено сертификатами предприятия–изготовителя.
9.2 При поставке ЛКМ поставщик должен представить технические данные на материал (инструкцию), включающие:
– соотношение компонентов и жизнеспособность после смешения (для двухкомпонентных ЛКМ);
– рекомендации по режимам нанесения и отверждения ЛКМ (каждого слоя и покрытия в целом);
– допустимое время отверждения ЛКМ до возможности попадания влаги на поверхность покрытия;
– рекомендации по оборудованию для нанесения;
– требования безопасности при работе с данным материалом.
При необходимости производитель работ имеет право запрашивать у Поставщика ЛКМ дополнительную информацию.
9.3 Подготовка к нанесению двухкомпонентных ЛКМ заключается в смешении компонентов в соотношении, определяемом технической документацией на материал. Количество приготовленного состава рассчитывают с учетом жизнеспособности ЛКМ. При повышении температуры жизнеспособность материала сокращается, что отражено в технической документации на материал и ППР.
9.4 Однокомпонентные полиуретановые ЛКМ поставляются в готовом к употреблению состоянии. Подготовка их к применению заключается в тщательном перемешивании (вручную или с помощью механической мешалки) до достижения однородности материала и при необходимости разведении его до требуемой вязкости согласно технической документации.
10. ТРЕБОВАНИЯ К НАНЕСЕНИЮ И ОТВЕРЖДЕНИЮ ЛКМ.
10.1 ОБЩИЕ ТРЕБОВАНИЯ.
10.1.1 ЛКМ наносят только на чистую сухую поверхность. Не допускается проводить окрашивание по мокрой или отпотевшей поверхности. В случае отпотевания поверхности необходимо осушить ее нагретым очищенным воздухом до удаления влаги.
10.1.2 Применяемые для разбавления ЛКМ растворители должны соответствовать указанным в технической документации на материал.
10.1.3 По окончании работ или при длительном перерыве в работе оборудование для нанесения промывают и очищают растворителем, указанным в технической документации на материал.
10.1.4 Высоковязкие эпоксидные и однокомпонентные полиуретановые материалы наносят методом безвоздушного распыления. Кромки, углы, сварные швы, заклепки и т.п. предварительно окрашивают кистью или валиком на их ширину +10 мм с каждой стороны.
10.1.5 При невозможности нанесения ЛКМ на труднодоступные участки методом распыления окраску производят кистью или валиком, соблюдая количество слоев и соответствующие требования (п. 11.5.10).
10.1.6 Грунтовки наносят пневматическим или безвоздушным распылением.
10.1.7 При антикоррозионной защите наружной поверхности резервуара запрещается нанесение ЛКМ во время выпадения осадков (дождь, снег) или вероятности их выпадения в течение времени, необходимого для высыхания покрытия до от–липа согласно ГОСТ.
10.1.8 В случае угрозы непрогнозируемого выпадения осадков следует создать навес на докрашиваемой поверхностью на время нанесения и отверждения ЛКМ до от–липа согласно ГОСТ. При невозможности создания навеса и выпадении осадков, а также при образовании конденсата на поверхности покрытия, не прошедшего отверждение до отлипа, ЛКМ смывают и производят повторное окрашивание с предварительным контролем металлической поверхности на соответствие требованиям раздела 11.4.Если поверхность не соответствует требованиям, производят повторную абразивную очистку.
10.1.9 На покрытие, отвержденное до от–липа, осадки и конденсат не влияют.
10.1.10 Покрытие должно наноситься равномерным слоем. В процессе работы визуально контролируют сплошность на наличие неокрашенных участков и толщину мокрой и сухой пленки каждого нанесенного слоя.
10.1.11 Покрывные слои (1 или 2) наносят за один проход.
10.1.12 Отверждение каждого слоя и покрытия в целом производят согласно режимам, указанным в технической документации на применяемый ЛКМ. Время отверждения зависит от условий окружающей среды.
10.1.13 При превышении максимального времени межслойной сушки покрытие зачищают шкуркой для придания шероховатости поверхности согласно рекомендациям Поставщика ЛКМ.
10.1.14 Время выдержки внутреннего покрытия до эксплуатации после полного отверждения определяется технической документацией на систему покрытия и зависит от условий окружающей среды. При температуре окружающей среды 20°С, выдержка составляет 7 суток. При более низких температурах время выдержки увеличивается.
10.1.15 После выдержки покрытия согласно п. 10.1.11 производят контроль в соответствии с разделом 11.6 настоящих Правил.
10.2 ТРЕБОВАНИЯ К НАНЕСЕНИЮ ЛКМ НА НАРУЖНУЮ ПОВЕРХНОСТЬ РЕЗЕРВУАРОВ.
10.2.1 ЛКМ наносят на наружную поверхность резервуара, трубопроводы и конструкции в пределах каре ,а также на верхнюю часть плавающей крыши и верхнюю часть боковой поверхности резервуара в соответствии с требованиями раздела 10.1 настоящих Правил.
10.2.2 При производстве окрасочных работ на действующих резервуарах должно строго соблюдаться требование, указанное в п. 8.2.2.1и 13.1.4.
10.3 ТРЕБОВАНИЯ К НАНЕСЕНИЮ ЛКМ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ РЕЗЕРВУАРОВ.
10.3.1 Покрытия нормального и усиленного типа.
10.3.1.1 Покрытия нормального и усиленного типа наносят в соответствии с требованиями раздела 10.1.
10.3.2 Покрытия особо усиленного типа на основе эпоксидных ЛКМ, усиленных стекло–матами
10.3.2.1 Нанесение покрытия особо усиленного типа осуществляют в соответствии с руководящим документом «Использование толстопленочных эпоксидных покрытий, усиленных стекловолокном, для защиты внутренних поверхностей днища и первого пояса резервуаров для нефти и нефтепродуктов», являющимся Дополнением к РД «Положение о системе технического диагностирования сварных вертикальных цилиндрических резервуаров для нефти и нефтепродуктов».
10.3.2.2 Толщина и качество эпоксидного покрытия, усиленного стекловолокном, зависят от соблюдения нормы расхода эпоксидного ЛКМ и стекловолокна при нанесении каждого слоя. Нормы определены технической документацией на систему покрытия.
10.3.2.3 Эпоксидное покрытие, усиленное стекло–матами, состоит из грунтовочного слоя, нанесенного на подготовленную металлическую поверхность, и 2–3 слоев эпоксидного состава, не содержащего растворитель, с промежуточной прокладкой стекло–матами.
10.3.2.4 Эпоксидный грунтовочный слой наносят методом распыления в 1 слой толщиной, соответствующей требованиям технической документации. Интервал между подготовкой поверхности и нанесением грунтовки выбирается в соответствии с пунктом 8.1.8.
10.3.2.5 Отверждение грунтовочного слоя производят в соответствии с режимами, приведенными в технической документации на материал.
10.3.2.6 Выравнивание неровностей, соединений, сглаживание сварных швов и мест «стенка–днище» производят вручную при помощи шпатлевки с наполнителем. Шпатлевку с наполнителем готовят из эпоксидного состава (без растворителя), применяемого для толстопленочного покрытия, с добавлением специального наполнителя.
10.3.2.7 Эпоксидный ЛКМ наносят валиком или безвоздушным распылением, в соответствии с технической документации на систему покрытия.
10.3.2.8 Маты из рубленого стекловолокна должны соответствовать по весу требуемому показателю –300 г/м2. Маты укладывают с 50%–ным нахлестом.
10.3.2.9 На уложенные стекло–маты наносят слой эпоксидного ЛКМ валиком или безвоздушным распылением.
10.3.2.10 Прикатывание поверхности игольчатым валиком для удаления воздуха к наружным краям мата.
10.3.2.11 Отверждение первого слоя покрытия производят при температуре окружающего воздуха согласно техническим требованиям на применяемый материал. Время отверждения должно соответствовать требованиям технической документации на применяемый материал.
10.3.2.12 Нанесение второго слоя покрытия, усиленного стекло–матами, производят в соответствии с п/п. 10.3.2.7–10.3.2.11.
10.3.2.13 После отверждения второго усиленного слоя наносят слой эпоксидного ЛКМ по п.10.3.2.7.
10.3.2.14 Нанесение(приклеивание) стекло–прокладки – 30 г/м2.
10.3.2.15 Нанесение покрывного слоя эпоксидного ЛКМ валиком или безвоздушным распылением.
10.3.2.16 Отверждение системы покрытия и промежуточных слоев производят в соответствии с режимами, определяемыми технической документацией на систему покрытия.
10.3.2.17 Для предотвращения риска просачивания хранящихся в резервуаре продуктов под покрытие, усиленное стекловолокном, необходимо соблюдать следующие требования при его нанесении на первый пояс резервуара:
– второй слой стекло–мата укладывают выше первого на 50 мм;
– слой стекло–прокладки 30 г/м2 укладывают на 50 мм выше первого слоя стекло–мата;
– покрывной слой эпоксидного ЛКМ (п. 10.3.2.15) наносят с перекрытием слоя стекло–прокладки на 50мм.
10.3.3 Покрытия особо усиленного типа на основе эпоксидных ЛКМ, усиленных рубленым стекловолокном
10.3.3.1 Эпоксидное покрытие, усиленное рубленым стекловолокном, состоит из грунтовочного слоя, слоя эпоксидного ЛКМ, нанесенного одновременно с рубленым стекловолокном, и покрывного слоя.
10.3.3.2 Нанесение и отверждение грунтовочного слоя производят в соответствии с п. 10.3.2.4 и10.3.2.5 настоящих Правил.
10.3.3.3 Шпатлевание металлической поверхности производят в соответствии с п. 10.3.2.6.
10.3.3.4Промежуточный слой эпоксидного ЛКМ с рубленым стекловолокном наносят специальной установкой с тройным соплом. Установка обеспечивает раздельную подачу основы и отвердителя в блок смешения. Стекловолокно автоматически измельчается. В процессе нанесения достигается эффективное соединение распыляемого эпоксидного материала с частицами стекловолокна.
10.3.3.5 Отверждение промежуточного слоя производят в соответствии с режимами, указанными в технической документации на систему покрытия.
10.3.3.6 Шлифование поверхности для удаления выступающих частиц стекловолокна.
10.3.3.7 Нанесение покрывного слоя эпоксидного материала.
10.3.3.8 Отверждение в соответствии с режимами, приведенными в технической документации.
10.4 УСТРАНЕНИЕ ДЕФЕКТОВ ПОКРЫТИЯ.
10.4.1 При наличии отдельных дефектов, имеющих суммарную площадь менее 15 % от общей площади покрытия внутренней или наружной поверхности, покрытие на этих участках следует удалить механическим способом, поверхность зачистить механическим способом до металлического блеска, при необходимости обезжирить и нанести ЛКМ по технологии, соответствующей технологии нанесения основного покрытия.
10.4.2 При наличии дефектных участков с суммарной площадью более 15% покрытие на внутренней и наружной поверхности полностью удаляют и производят повторную окраску согласно настоящей инструкции, включая подготовку поверхности.
10.4.3 При выявлении пор и низкой толщины покрытия поверхность зачищают для придания шероховатости, удаляют пыль и наносят ЛКМ.
10.4.4 Основными дефектами толстопленочного эпоксидного покрытия, усиленного стекло–матами, являются воздушные пузыри, возникающие вследствие некачественного выполнения операции прикатывания и недостаточная толщина покрытия.
Устранение этих дефектов производят следующим образом:
– устранение воздушных пузырей производят путем их вскрытия и заполнения пустот эпоксидным составом с рубленым стекловолокном по технологии нанесения основного покрытия.
– при недостаточной толщине покрытия поверхности придают шероховатость, очищают от пыли и наносят эпоксидный состав с рубленым стекловолокном.
10.4.5 Основным дефектом покрытия, усиленного рубленым стекловолокном, является выступание над поверхностью покрывного слоя частиц стекловолокна. Этот дефект снижает барьерные свойства покрытия. Для его устранения следует произвести повторное шлифование поверхности, нанесение и отверждение покрывного слоя (п.п.10.3.3.6–10.3.3.8).
10.4.6 Толщина покрытия в зоне ремонта должна быть ровна толщине основного покрытия.
11. ТРЕБОВАНИЯ К КОНТРОЛЮ И ПРИЕМКЕ ПОКРЫТИЯ.
11.1 ОБЩИЕ ПОЛОЖЕНИЯ.
11.1.1 Для качественного выполнения работ по антикоррозионной защите резервуаров для хранения нефти на всех стадиях технологического процесса осуществляют следующие операции контроля:
– условия окружающей среды;
– входной контроль ЛКМ и абразивных материалов;
– подготовка металлических поверхностей перед окраской;
– подготовка ЛКМ перед применением;
– качество воздуха, применяемого при подготовке поверхности и нанесении ЛКМ;
– нанесение ЛКМ и отверждение;
– качество готового покрытия.
11.1.2 Контроль осуществляют аттестованные специалисты Производителя работ, прошедшие обучение и имеющие допуск на право проведения данных работ.
11.1.3 Приборы контроля приведены в приложении П.
11.1.4 Допускается использовать приборы других марок и производителей, если их характеристики соответствуют предлагаемому перечню.
11.2 КОНТРОЛЬ УСЛОВИЙ ОКРУЖАЮЩЕЙ СРЕДЫ.
11.2.1 Контроль условий окружающей среды включает:
– температура воздуха,
– относительная влажность воздуха;
– точка росы;
– температура металлической поверхности.
11.2.2 Все параметры контролируют перед началом и в процессе проведения работ по подготовке поверхности и нанесению ЛКМ.
11.2.3 Температуру воздуха контролируют термометром. Температура не должна быть ниже +5°С.
11.2.4 Относительную влажность воздуха контролируют психрометром. Она не должна превышать 80%.
11.2.5 Точку росы определяют по диаграмме, предварительно измерив относительную влажность и температуру воздуха, температуру металлической поверхности.
11.2.6 Температуру металлической поверхности определяют перед проведением окрасочных работ контактным термометром. Она должна быть не менее чем на 3°С выше точки росы.
11.3 ВХОДНОЙ КОНТРОЛЬ ЛКМ И АБРАЗИВНЫХ МАТЕРИАЛОВ.
11.3.1 Входной контроль ЛКМ осуществляет Производитель работ. Контроль включает проверку сопроводительной документации на предмет сроков хранения ЛКМ и объемов поставки, осмотр транспортной тары и установление соответствия свойств материала требованиям, указанным в технической документации на материал. Качество полученных ЛКМ оценивают путем сопоставления основных технических характеристик, указанных в сертификате на партию материала, и тех же характеристик в технической документации Поставщика ЛКМ. В сомнительных случаях лаборатория входного контроля проводит испытания по тем или иным показателям.
11.3.2 Пробы ЛКМ отбирают согласно требованиям стандарта ИСО.
11.3.3 Основные технические характеристики ЛКМ, подлежащие проверке:
– условная вязкость (время истечения) для не тиксотропных материалов (ИСО);
– цвет и внешний вид пленки покрытия (ГОСТ);
– степень высыхания (ГОСТ);
– прочность пленки при ударе (ГОСТ);
– толщина мокрого слоя и сухой пленки (ИСО);
– адгезия покрытия (ИСО, ASTM);
– жизнеспособность после смешения (техническая документация на ЛКМ).
11.3.4 Полученные показатели должны соответствовать требованиям технической документации поставщика ЛКМ.
11.3.5 Входной контроль абразивных материалов включает проверку сопроводительной документации, осмотр транспортной тары и установление соответствия показателей свойств материала, указанных в сертификате на партию абразива, требованиям, указанным в технической документации на него. В сомнительных случаях лаборатория входного контроля проводит испытания по тем или иным показателям.
11.3.6 Основные характеристики абразивных материалов, подлежащие проверке:
– твердость (ИСО);
– фракционный состав (ИСО);
– плотность (ИСО);
– влажность (ИСО).
11.4 КОНТРОЛЬ КАЧЕСТВА ПОДГОТОВКИПОВЕРХНОСТИ.
11.4.1 Качество подготовки металлической поверхности контролируют по следующим показателям:
– степень очистки от окислов (ИСО);
– шероховатость (ИСО);
– степень обеспыливания (ИСО);
– содержание солей (ИСО).
11.4.2 Контроль очистки от окислов осуществляют визуально сравнением с эталонами, представленными в ИСО. Степень очистки от окислов должна быть Sa21/2 – Sa3 в зависимости от требований для конкретного ЛКМ. Степень очистки от окислов боковой поверхности резервуаров РВСП и РВСПК в зоне движения понтона и плавающей крыши должна быть Sa 2.
11.4.3 Шероховатость поверхности контролируют с помощью профилометра любого типа или эталонов сравнения по ИСО и должна соответствовать техническим требованиям на применяемый ЛКМ. Минимальный показатель шероховатости – 30 мкм. Шероховатость боковой поверхности резервуаров РВСП и РВСПК в зоне движения понтона и плавающей крыши должна составлять 20–30 мкм.
11.4.4 Степень обеспыливания контролируют по количеству и размеру частиц пыли путем сравнения с эталоном по ИСО 8502–3. Размер частиц, видимых невооруженным глазом, лежит в интервале 50–100 мкм.
11.4.5 Содержание солей контролируют по ИСО.
11.5 КОНТРОЛЬ В ПРОЦЕССЕ НАНЕСЕНИЯ И ОТВЕРЖДЕНИЯ ЛКМ.
11.5.1 Контроль в процессе нанесения ЛКМ проводят по следующим показателям:
– температура металлической поверхности (термометр);
– температура ЛКМ (термометр);
– качество подготовки поверхности (раздел 11.4);
– нанесение ЛКМ на сварные швы, заклепки и т.п. (визуально);
– сплошность каждого слоя покрытия (ГОСТ);
– толщина мокрого слоя (ИСО);
– режимы отверждения (ГОСТ);
– толщина сухого слоя (ИСО);
– нанесение кистью слоев ЛКМ в труднодоступных местах (визуально);
– время между нанесением слоев (техническая документация на систему покрытия);
– качество поверхности перед нанесением очередного слоя (визуально);
– количество слоев покрытия (техническая документация на систему покрытия).
11.5.2 Температура металлической поверхности должна быть на 3°С выше точки росы для предотвращения образования на ней конденсата.
11.5.3 Температура ЛКМ должна соответствовать требованиям технической документации на материал.
11.5.4 Качество подготовки поверхности контролируют непосредственно перед нанесением ЛКМ согласно разделу 11.4.
11.5.5 Нанесение ЛКМ на сварные швы, заклепки и т.п. контролируют визуально. ЛКМ наносят кистью или валиком на всю их ширину +10 мм в каждую сторону.
11.5.6 Сплошность каждого слоя в процессе нанесения ЛКМ проверяют визуально на всей окрашенной поверхности на наличие неокрашенных участков.
11.5.7 Толщину мокрого слоя определяют толщиномером типа «гребенка» для не отвержденного покрытия. Показатель должен соответствовать требованиям технической документации на систему покрытия.
11.5.8 Режимы отверждения (температура и время) контролируют в соответствии с ГОСТ. Режимы отверждения должны соответствовать требованиям технической документации на ЛКМ или систему покрытия.
11.5.9 Толщину сухой пленки контролируют магнитным толщиномером в соответствии с ИСО. Показатель должен соответствовать требованиям технической документации на систему покрытия.
11.5.10 Нанесение кистью или валиком слоев ЛКМ в труднодоступных местах контролируют согласно п/п. 11.5.6,11.5.7,11.5.8,11.5.9.
11.5.11 Количество слоев покрытия должно соответствовать технической документации на систему покрытия.
11.6 КОНТРОЛЬ ОТВЕРЖДЕННОГО АНТИКОРРОЗИОННОГО ПОКРЫТИЯ.
11.6.1 Контроль отвержденного антикоррозионного покрытия осуществляют после его полного отверждения.
11.6.2 Контролю подлежат следующие показатели:
– внешний вид;
– толщина;
– сплошность;
– адгезия.
11.6.3 Внешний вид контролируют визуально. Покрытие должно быть ровным и сплошным.
11.6.4 Толщину отвержденного покрытия измеряют магнитным толщиномером в соответствии с ИСО. Она должна соответствовать требованиям технической документации на систему покрытия. Допустимые отклонения приведены в п. 4.3.2и 4.3.3.
11.6.5 Сплошность покрытия определяют искровым дефектоскопом или низковольтным –электролитическим дефектоскопом типа «мокрая губка» в соответствии с ASTM.
Примечание. Для наружной поверхности при окраске резервуара без вывода из эксплуатации сплошность покрытия контролируется только низковольтным электролитическим дефектоскопом типа – «мокрая губка».
11.6.6 Адгезию покрытия определяют одним из трех методом в зависимости от толщины покрытия:
– методом решетчатого надреза (ИСО 2409) – при суммарной толщине покрытия до 250 мкм;
– методом Х–образного надреза (ASTM D 3359) – при толщине покрытия свыше 250 мкм;
– методом нормального отрыва (ИСО 4624) – при любой толщине покрытия. Показатели адгезии должны соответствовать требованиям технической документации на систему покрытия.
Примечание – Механическое повреждение покрытия после оценки адгезии восстанавливают: места повреждения зачищают шкуркой, обеспыливают, обезжиривают и закрашивают.
11.6.7 После окончания осмотра комиссией составляется акт приемки покрытия резервуара в эксплуатацию (приложение Г).
К акту прилагаются:
– сертификаты на применяемые материалы;
– акт входного контроля Л КМ;
– акт на скрытые работы по подготовке поверхности под окраску;
– журнал производства работ по антикоррозионной защите.
12. ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА АНТИКОРРОЗИОННЫХ РАБОТ.
12.1 Для производства антикоррозионных работ должно применяться современное оборудование, способное обеспечить необходимое качество подготовки поверхности и нанесения покрытия.
12.2 По окончании работ или при длительном перерыве в работе оборудование для нанесения ЛКМ следует промыть и очистить специальным растворителем, указанным в нормативно–технической документации на материал.
12.3 Перечень рекомендуемого основного и вспомогательного оборудования для производства антикоррозионных работ представлен в приложении Р.
12.4 Допускается использовать оборудование других марок и производителей, если их характеристики соответствуют предлагаемому в приложении Р.
13. МЕРЫ БЕЗОПАСНОСТИ.
13.1 ОБЩИЕ ПОЛОЖЕНИЯ.
13.1.1 Все работы по антикоррозионной защите резервуаров лакокрасочными покрытиями выполняют специализированные бригады, имеющие лицензии на право выполнения работ по антикоррозионной защите объектов магистрального транспорта. При производстве работ следует руководствоваться следующими нормативными документами: СНиП, ВППБ, ППБ, ОР–КТН, СП.
13.1.2 Производство антикоррозионных работ и передвижение техники в охранной зоне МН должны оформляться документально в соответствии с требованиями «Регламента организации производства ремонтных и строительных работ на объектах магистральных нефтепроводов».
13.1.3 Выполнение работ в опасных зонах допускается только при наличии проекта производства работ (ППР) или технологических карт (ТК) содержащих конкретные решения по защите работающих от воздействия опасных и вредных производственных факторов.
13.1.4 Допуск персонала к работам на действующих электроустановках и в охранной зоне линий электропередачи должен осуществляться в соответствии с требованиями раздела ПОТРМ.
13.1.5 Огневые, газоопасные и другие работы повышенной опасности выполняют с оформлением наряд–допуска в соответствии с «Регламентом организации огневых, газоопасных и других работ повышенной опасности на взрывопожароопасных и пожароопасных объектах предприятий системы Компании «ГазТрансНефть» и оформления нарядов–допусков на их подготовку и проведение», «Положением о порядке подготовки и аттестации работников организаций, осуществляющих деятельность в области промышленной безопасности опасных производственных объектов».
Данные работы разрешается проводить, если концентрация углеводородов нефти в месте проведения работ не превышает ПДК – 300 мг/м3.
13.1.6 Воздушную среду контролируют непосредственно перед началом работ, после каждого перерывав работе и в течение всего времени выполнения работ с периодичностью, указанной в наряде – допуске, но не реже чем через один час работы, а также по требованию участвующих в производстве работ.
13.1.7 Организация и выполнение всех видов антикоррозионных работ должны обеспечивать безопасность на всех стадиях и соответствовать требованиям ГОСТ.
13.1.8 К выполнению антикоррозионной защиты допускаются лица мужского пола не моложе 18 лет, прошедшие медицинское освидетельствование и не имеющие противопоказаний к выполнению данного вида работ, обученные безопасным методам и приемам работы, применению средств индивидуальной защиты, правилам и приемам оказания первой помощи пострадавшему и прошедшие проверку знаний в установленном порядке согласно «Системе организации работ по охране труда…», ГОСТ.
13.1.9 Руководители и специалисты, участвующие в производстве работ по нанесению защитных покрытий, а также осуществляющие технадзор за строительными и ремонтными работами, должны пройти аттестацию в области промышленной безопасности и охраны труда в соответствии с Положением о порядке подготовки и аттестации работников организации, осуществляющих деятельность в области промышленной безопасности опасных производственных объектов, подконтрольных Гостехнадзору.
13.1.10 Рабочие и ТР, привлекаемые к подготовке и окраске резервуаров, должны знать:
– требования безопасности при производстве работ по антикоррозионной защите резервуаров;
– производственные вредности, связанные с окрасочными работами и характер их действия на организм человека;
– производственные инструкции по проведению технологических операций антикоррозионной защиты;
– инструкции по охране труда и пожарной безопасности;
– правила личной гигиены;
– правила пользования средствами индивидуальной защиты;
– правила оказания первой доврачебной помощи.
13.1.11 Работники, занятые проведением работ по подготовке резервуаров, по их очистке и антикоррозионной защите, должны быть обеспечены спецодеждой, спец–обувью и другими средствами индивидуальной защиты в соответствии «Правилами обеспечения работников спецодеждой, специальной обувью и другими средствами индивидуальной защиты».
13.2 ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПРИ ПОДГОТОВКЕ ПОВЕРХНОСТИ И ОКРАСКЕ.
13.2.1 Представитель НПС, ЛПДС определяет территорию, близлежащую к окрашиваемым резервуарам, на которой можно разместить производственные и подсобные помещения, рабочие площадки, вентиляторы, пескоструйные аппараты, компрессоры и свободный проезд машин.
13.2.2 Транспортные средства, средства механизации, приспособления, ручные машины и инструмент должны соответствовать требованиям государственных стандартов и иметь сертификат на соответствие требованиям безопасности труда.
13.2.3 При работе на высоте необходимо соблюдать требования ПОТ РМ «Межотраслевые правила при работе на высоте».
13.2.4 При работе с электрооборудованием необходимо руководствоваться ПОТРМ «Межотраслевые правила по охране труда (правила безопасности) при работе электроустановок». При работе для местного освещения необходимо применять переносные светильники с напряжением не более 12 В во взрывобезопасном исполнении в соответствии с ПУЭ.
13.2.5 При работе внутри резервуара следует руководствоваться требованиями «Типовой инструкции по организации безопасного проведения газоопасных работ», раздел: «Дополнительные меры безопасности при работе внутри емкостей». Подготовкой и окраской поверхности внутри резервуара должно заниматься не менее 2–х человек, один из которых должен постоянно наблюдать за работающими.
13.2.6 При работе через каждые 45 минут работы следует делать 15–ти минутные перерывы с пребыванием на свежем воздухе вне зоны проведения работ.
13.2.7 При подготовке поверхности и окраске резервуаров рабочий–пескоструйщик и маляр должны работать в спецодежде из пыленепроницаемой ткани и шлем–скафандре с принудительной подачей свежего воздуха. Свежий воздух забирается с наветренной стороны.
13.3 ПРАВИЛА ОБРАЩЕНИЯ С ТОКСИЧНЫМИ ВЕЩЕСТВАМИ.
13.3.1 При работе с ЛКМ следует руководствоваться ПОТ «Межотраслевые правила по охране труда при окрасочных работах», ГН Гигиенические нормативы «Предельно–допустимые концентрации (ПДК) вредных веществ в воздухе рабочей зоны».
13.3.2 Производственные помещения, в которых готовятся ЛКМ, должны быть обеспечены эффективной приточно–вытяжной вентиляцией.
13.3.3 Тара, в которой находятся ЛКМ, должна иметь наклейки или бирки с точным наименованием и обозначением содержащихся в ней материалов. Тара должна иметь плотно закрывающиеся крышки.
13.3.4 Открытые участки тела при попадании на них ЛКМ или растворителей следует протереть ватным тампоном, смоченным в этиловом спирте, затем промыть водой с мылом.
13.3.5 При случайном разливе применяемых материалов этот участок необходимо немедленно засыпать опилками или песком, предварительно защитив органы дыхания.
13.3.6 Загрязненные растворители, опилки, песок, тряпки следует собирать в ведра и удалять в специально отведенные места удалять в специально отведенные места за территорией РП в плотно закрытой таре.
13.3.7 Прием пищи и курение производятся в специально выделенных для этих целей помещениях.
14. ПРОТИВОПОЖАРНЫЕ МЕРОПРИЯТИЯ.
14.1 Противопожарные мероприятия при проведении работ по антикоррозионной защите резервуаров должны выполняться в соответствии с ППБ, ВППБ и других нормативных документов.
14.2 Применяемые ЛКМ взрывопожароопасны. Во время работы с ними следует организовать пожарный пост, оснащенный следующими средствами тушения пожара: ящики с песком, асбестовые покрывала, пенные огнетушители марок ОП–5 (ТУ) и ОВП–100.01 (ТУ) или углекислотные марок ОУ–2 и ОУ–5 (ТУ).
14.3 При выполнении обезжиривания и окрасочных работ не допускается:
– в зоне 25 м от места ведения работ, а также по всей вертикали в данной зоне курить, разводить огонь, выполнять сварочные работы, а также работы и действия, которые могут вызвать образование искр и воспламенение паров растворителей;
– использовать электроприборы в обычном исполнении.
14.4 При возникновении пожара следует вывести людей из опасной зоны, сообщить дежурному оператору или диспетчеру, приступить к его тушению имеющимися средствами в соответствии с утвержденным планом на конкретном объекте.
Утверждено Учредителем Компании «ГазТрансНефть» С.В.Шабулдаев
*******
Приложение А (обязательное)
«УТВЕРЖДАЮ»
Главный технолог предприятия Заказчика
____________________________________
____________________________________
____________________________________
____________________________________
____________________________________
«___» _________20 __ г.
АКТ ПРОВЕРКИ ГОТОВНОСТИ ОБЪЕКТА К ПРОВЕДЕНИЮ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ
Комиссия в составе___________________________________________________
____________________________________________________________________
____________________________________________________________________
____________________________________________________________________
произвела осмотр и проверку качества подготовки резервуара ____________________________________________________________________
тип, номер к проведению работ по антикоррозионной защите
|
Дата начала и окончания производства работ (число, месяц, год, время) |
Выявленные дефекты |
Способ устранения дефектов |
Качество сварных швов |
Соответствие конструкции резервуара требованиям РД «Правила антикоррозионной защиты резервуаров» |
Результат гидро–испытаний резервуара после ремонта |
Степень зажиренности поверхности по ГОСТ |
Степень окисленное™ поверхности по ГОСТ |
Ф.И.О Должность лица, проводившего приемку, подпись, дата |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
|
|
|
|
|
|
|
|
|
Комиссия на основании проверки качества подготовки резервуара приняла следующее решение:
резервуар ______________________________________________________________________
________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________к проведению антикоррозионных работ готов.
Тип и номер резервуара ___________________________________________________________
________________________________________________________________________________
________________________________________________________________________________
Подписи: Представитель Заказчика__________________________________________________
________________________________________________________________________________
________________________________________________________________________________
Представитель Генподрядчика _____________________________________________________
________________________________________________________________________________
________________________________________________________________________________
Представитель Субподрядчика _____________________________________________________
________________________________________________________________________________
________________________________________________________________________________
Представитель Технического надзора _______________________________________________
________________________________________________________________________________
________________________________________________________________________________
Представитель проектной организации*_____________________________________________
________________________________________________________________________________
________________________________________________________________________________
*Представитель проектной организации участвует в составлении акта в случае проведения авторского надзора.
Приложение Б (обязательное)
«УТВЕРЖДАЮ»
Главный технолог предприятия Заказчика
____________________________________
____________________________________
____________________________________
____________________________________
____________________________________
«___» __________20 __ г.
АКТ НА СКРЫТЫЕ РАБОТЫ ПО ПОДГОТОВКЕ РЕЗЕРВУАРА К ОКРАСКЕ
Комиссия в составе_______________________________________________________________
________________________________________________________________________________
________________________________________________________________________________
________________________________________________________________________________
произвела осмотр и проверку качества подготовки поверхности объекта для нанесения
антикоррозионного покрытия на резервуар ___________________________________________
________________________________________________________________________________
тип, номер
Состояние металлической поверхности:
|
Дата начала и окончания производства работ (число, месяц, год, время) |
Температура воздуха, С |
Относительная влажность воздуха, % |
Очистка |
Приемка после очистки |
||||
|
Способ очистки |
Степень очистки от окислов по ГОСТ или ИСО |
Степень обеспыливания по ИСО |
Шероховатость по ИСО |
Соответствие поверхности требованиям |
Ф.И.О. должность лица, проводившего приемку, подпись, дата |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
|
|
|
|
|
|
|
|
|
Комиссия на основании проверки качества подготовки резервуара приняла следующее решение:
________________________________________________________________________________
________________________________________________________________________________
________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
Подписи: Представитель Заказчика__________________________________________________
________________________________________________________________________________
________________________________________________________________________________
Представитель Генподрядчика _____________________________________________________
________________________________________________________________________________
________________________________________________________________________________
Представитель Субподрядчика _____________________________________________________
________________________________________________________________________________
________________________________________________________________________________
Представитель Технического надзора _______________________________________________
________________________________________________________________________________
________________________________________________________________________________
Представитель проектной организации*_____________________________________________
________________________________________________________________________________
________________________________________________________________________________
*Представитель проектной организации участвует в составлении акта в случае проведения авторского надзора.
Приложение В (обязательное)
«УТВЕРЖДАЮ»
Главный технолог предприятия Заказчика
____________________________________
____________________________________
____________________________________
____________________________________
____________________________________
«___» _________20 __ г.
ЖУРНАЛ ПРОИЗВОДСТВА РАБОТ ПО НАНЕСЕНИЮ АНТИКОРРОЗИОННОГО ПОКРЫТИЯ НА РЕЗЕРВУАР
Производитель работ______________________________________________________________
________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
(должность, организация, Ф.И.О)
Начало работ____________________________________________________________________
Окончание работ_________________________________________________________________
Объект: резервуар________________________________________________________________
________________________________________________________________________________
Тип и номер
Конструкция резервуара___________________________________________________________
________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
(без понтона, с понтоном, с плавающей крышей и др.)
Объем резервуара _______________________куб. м
Изготовитель металлоконструкций__________________________________________________
________________________________________________________________________________________________________________________________________________________________
(организация)
Конструкции резервуара изготовлены по рабочим чертежам____________________________
________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
(№ проекта, организация–разработчик)
Таблица
|
№ п/п |
Дата начала и окончания производства работ (число, месяц, год, время) |
Наименование элементов резервуаров стенка, днище, крыша, понтон и др. |
Координаты окрашиваемой поверхности относ, оси и пояса согласно схеме, м |
Площадь окашиваемой поверхности, м2 |
Очистка |
|||
|
Наружной/ внутренней |
Наружной/ внутренней |
Способ очистки |
Степень очистки поверхности от окислов ИСО |
Степень обеспыливания по ИСО |
Шероховатость по ИСО, Rz, мкм |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
|
|
|
|
|
|
|
|
|
Продолжение таблицы
|
Приемка после очистки |
||
|
Соответствие поверхности требованиям нормативно–технической документации |
Ф.И.О. должность ответственного производителя работ, подпись, дата |
Ф.И.О Представителя Технадзора, проводившего приемку, подпись, дата |
|
10 |
11 |
12 |
|
|
|
|
Продолжение таблицы
|
Окраска грунтом/основным материалом |
|||||||||
|
Температура воздуха, °С |
Температура окрашиваемой поверхности Тп, °С |
Относительная влажность воздуха, % |
Наименование покрытия (грунт 1 слой, 2 слой и т.д. согласно системе покрытия) |
Наименование материала покрытия |
Толщина мокрого слоя, мкм |
Толщина сухого слоя, мкм |
Адгезия, бал |
Сплошность |
|
|
Поверочное напряжение, В |
Результат испытания |
||||||||
|
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
|
|
|
|
|
|
|
|
|
|
|
Продолжение таблицы
|
Приемка по качеству |
||
|
Внешний вид покрытия по ГОСТ |
Ф.И.О, должность ответственного производителя работ, подпись, дата |
Ф.И.О представителя Технадзора, подпись, дата |
|
23 |
24 |
25 |
|
|
|
|
Подпись лица, ответственного за ведение журнала_____________________________________
________________________________________________________________________________________________________________________________________________________________
Ф.И.О., должность, организация
Приложение Г (обязательное)
«УТВЕРЖДАЮ»
Главный технолог предприятия Заказчика
____________________________________
____________________________________
____________________________________
____________________________________
____________________________________
«___» __________20 __ г.
АКТ №_____________ НА ПРИЕМКУ АНТИКОРРОЗИОННОГО ПОКРЫТИЯ РЕЗЕРВУАРА
________________________________________________________________________________
________________________________________________________________________________
ТИП, НОМЕР, ЕМКОСТЬ
«___» _________20__ г.
Комиссия, назначенная приказом по_________________________________________________
№___________________
Предприятие–заказчик
от «___» _________20 __ г. в составе________________________________________________
________________________________________________________________________________
________________________________________________________________________________
________________________________________________________________________________
________________________________________________________________________________
составила настоящий акт в том, что в резервуаре №____________________________________
нанесено антикоррозионное покрытие
________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
(характеристика покрытия по элементам конструкции резервуара)
________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
(количество слоев л км, марка)
До проведения окрасочных работ резервуар находился в эксплуатации ________________лет
________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
(состояние поверхности резервуара, наличие, характер и степень коррозионных повреждении)
Поверхность была подготовлена____________________________________________________
________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
(способ подготовки поверхности)
Оценка качества антикоррозионного покрытия резервуара показала, что __________________
________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
(внешний вид покрытия, цвет, толщина покрытия, адгезия, сплошность)
Обнаружены дефекты_____________________________________________________________
________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
(наименование дефектов покрытия)
Дефекты исправлены______________________________________________________________
________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
(указать, каким образом)
Комиссия считает, что окрашенная поверхность резервуара к эксплуатации _______________
________________________________________________________________________________
готова (с указанием времени ввода при положительном решении) / не готова
Подписи: Представитель Заказчика__________________________________________________
________________________________________________________________________________
________________________________________________________________________________
Представитель Генподрядчика _____________________________________________________
________________________________________________________________________________
________________________________________________________________________________
Представитель Субподрядчика _____________________________________________________
________________________________________________________________________________
________________________________________________________________________________
Представитель Технического надзора _______________________________________________
________________________________________________________________________________
________________________________________________________________________________
Представитель проектной организации*_____________________________________________
________________________________________________________________________________
________________________________________________________________________________
*Представитель проектной организации участвует в составлении акта в случае проведения авторского надзора.
Приложение Д (справочное)
ТРЕБОВАНИЯ К КОНСТРУКТИВНЫМ ЭЛЕМЕНТАМ ПРИ ПРОЕКТИРОВАНИИ РЕЗЕРВУАРА

Рисунок Д.1 Исключение образования мест скопления влаги и грязи
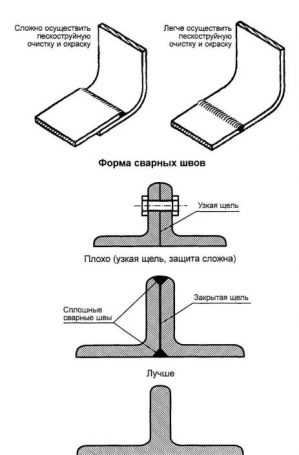
Рисунок Д.2 Форма сварных швов и обработка щелей
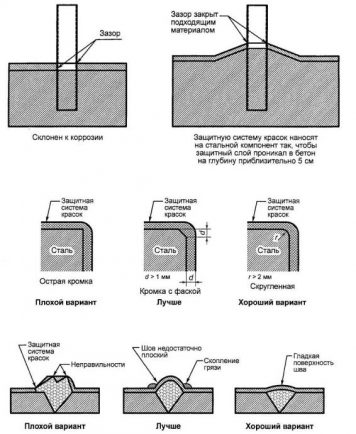
Рисунок Д.3
Верхний ряд: составная конструкция сталь/бетон
Средний ряд: Исключение острых кромок
Нижний ряд: Исключение недостатков сварных швов
Приложение Е (обязательное)
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К НАРУЖНОМУ ПОКРЫТИЮРЕЗЕРВУАРОВ
|
Наименование показателей |
Норма |
Метод испытания |
|
Внешний вид покрытия |
Однородная поверхность без пропусков и видимых дефектов |
ИСО |
|
Толщина покрытия |
Согласно рекомендациям производителя ЛКМ |
ИСО Неразрушающий метод измерения |
|
Диэлектрическая сплошность покрытия, В/мкм |
6…8 |
ASTM |
|
Исходная адгезионная прочность: |
|
|
|
– методом Х–образного надреза, балл |
5А–4А |
ASTM D |
|
– методом решетчатых надрезов (для покрытий общей толщиной до 250 мкм), балл |
0–1 2,5–3,5 отсутствие адгезионного отрыва |
ИСО |
|
– методом отрыва, МПа, и характер отрыва «грибка» |
3,5–5 не более 50% адгезионного отрыва более 5 характер отрыва любой |
ИСО |
|
Эластичность покрытия, %, не менее |
3,5 |
ГОСТ ГОСТ |
|
Стойкость к истиранию на приборе Taber Abraser(абразивные колеса CS 17, груз 1000 г, количество циклов 1000), мг, не более |
160 |
ASTM D |
|
Коэффициент соотношения емкостей покрытия при частотах 5 и 50 кГц, не менее |
0,8 |
ГОСТ |
|
Тангенс угла диэлектрических потерь, не более |
0,2 |
ГОСТ |
|
Стойкость к термо–старению: 60°С– 1000 ч: |
|
|
|
– внешний вид покрытия |
Незначительное изменение блеска и цвета, отсутствие разрушений |
ИСО |
|
– адгезионная прочность: |
|
ГОСТ |
|
методом Х–образного надреза, балл, не ниже |
3А |
ИСО |
|
методом решетчатых надрезов (для покрытий общей толщиной до 250 мкм), балл, не более |
2 |
ИСО |
|
– снижение адгезионной прочности методом отрыва, не более, при исходных показателях: |
|
|
|
2,5–3,5 МПа |
10% отсутствие адгезионного отрыва 30% |
|
|
3,5–5 Мпа |
не более 50% адгезионного отрыва |
|
|
более 5 МПа |
50% характер отрыва любой |
|
|
– изменение эластичности покрытия, не более, при исходном показателе: |
|
|
|
3,5–5% |
10% |
|
|
более 5% |
30% |
|
|
Стойкость к комплексному воздействию климатических факторов: |
|
Метод 8 |
|
С3 – 20 циклов |
Незначительное изменение блеска и цвета |
ГОСТ |
|
С4 – 30 циклов |
ГОСТ |
|
|
С5–М – 40 циклов |
|
|
|
– внешний вид покрытия |
отсутствие разрушений |
ИСО |
|
– адгезионная прочность: |
|
|
|
методом Х–образного надреза, балл, не ниже |
3А |
|
|
методом решетчатых надрезов (для покрытий общей толщиной до 250 мкм), балл, не более |
2 |
|
|
– снижение адгезионной прочности методом отрыва, %, не более, при исходных показателях: |
|
|
|
2,5–3,5 МПа |
10% отсутствие адгезионного отрыва |
|
|
3,5–5 МПа |
30% не более 50% адгезионного отрыва |
|
|
более 5 МПа |
50% характер отрыва не ограничен |
|
|
– состояние металла под покрытием |
отсутствие коррозии |
|
|
Испытание в камере влажности при 40°С в зависимости от категории коррозионной активности атмосферы (ИСО 12944): |
|
ИСО |
|
С3 –240 ч; |
Незначительное изменение блеска и цвета |
ГОСТ |
|
С4 –480 ч; |
|
|
|
|
|
|
|
С5–М – 720 ч. |
|
|
|
– внешний вид покрытия |
отсутствие разрушений |
ИСО |
|
– адгезионная прочность |
|
|
|
методом Х–образного надреза, балл, не ниже |
3А |
|
|
методом решетчатых надрезов (для покрытий общей толщиной до 250 мкм), балл, не более |
2 |
|
|
– снижение адгезионной прочности методом отрыва, %, не более, при исходных показателях: |
|
|
|
2,5–3,5 МПа |
10% отсутствие адгезионного отрыва |
|
|
3,5–5 МПа |
30% не более 50% адгезионного отрыва |
|
|
более 5 МПа |
50% характер отрыва не ограничен |
|
|
– состояние металла под покрытием |
отсутствие коррозии |
|
|
Испытание в камере соляного тумана при 35±2°С: |
1 |
ГОСТ |
|
С3 – 240 часов |
||
|
С4 – 480 часов |
||
|
С5–М – 720 часов |
||
|
Распространение коррозии от линии надрезов, мм, не более |
||
|
Стойкость к воздействию сильноагрессивной |
|
ИСО |
|
сырой нефти при 40°С в течение 120 часов: |
|
ГОСТ |
|
– внешний вид покрытия |
Незначительное изменение блеска и цвета, отсутствие разрушений |
ИСО |
|
– адгезионная прочность: |
|
|
|
• методом Х–образного надреза, балл, не ниже |
3А |
|
|
• методом решетчатых надрезов (для покрытий |
2 |
|
|
общей толщиной до 250 мкм), балл, не более |
|
|
|
– снижение адгезионной прочности методом |
|
|
|
отрыва, %, не более, при исходных показателях: |
|
|
|
• 2,5–3,5 МПа |
10% отсутствие адгезионного отрыва |
|
|
• 3,5–5 МПа |
30% не более 50% адгезионного отрыва |
|
|
• более 5 МПа |
50% характер отрыва любой |
|
|
– состояние металла под покрытием |
отсутствие коррозии |
|
|
* Методики испытаний по ГОСТ 9.401 и количество циклов определяются условиями договора на испытания. |
||
Приложение Ж (обязательное)
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ВНУТРЕННЕМУ ПОКРЫТИЮ РЕЗЕРВУАРОВ
|
Внешний вид покрытия |
Однородная поверхность без пропусков и видимых дефектов |
ИСО |
|
Толщина покрытия, мкм |
Согласно рекомендациям Производителя ЛКМ |
ИСО Неразрушающий метод измерения |
|
Диэлектрическая сплошность покрытия, В/мкм, |
|
|
|
не менее: |
|
|
|
– нормального типа |
7…8 |
ASTM |
|
– усиленного типа |
5…6 |
|
|
– особо усиленного типа |
4…5 |
|
|
Эластичность покрытия, %, не менее |
3,5 |
ГОСТ ГОСТ |
|
Прочность при ударе (диаметр бойка 16 мм, груз массой 3 кг), Дж, не менее: |
|
|
|
– при 20°С |
4 |
ИСО |
|
– после термо–теста (60°С – 1000 ч) |
3 |
|
|
Стойкость к истиранию на приборе Taber Abraser(абразивные колеса CS 17, груз 1000 г, количество циклов 1000), мг, не более |
160 |
ASTM |
|
Исходная адгезионная прочность: |
|
|
|
– методом Х–образного надреза, балл |
5А–4А |
ASTMD |
|
– методом решетчатых надрезов (для покрытий общей толщиной до 250 мкм), балл |
0–1 |
ИСО |
|
– методом отрыва, МПа, и характер отрыва «грибка» |
2,5–3,5 отсутствие адгезионного отрыва |
ИСО |
|
3,5–5 не более 50% адгезионного отрыва |
||
|
более 5 характер отрыва любой |
||
|
Коэффициент соотношения емкостей покрытия при частотах 5 и 50 кГц, не менее |
0,8 |
ГОСТ |
|
Тангенс угла диэлектрических потерь, не более |
0,2 |
ГОСТ |
|
Водо–поглощение покрытия, %, не более: |
|
|
|
– при 20°С |
3 |
ГОСТ |
|
– при 60°С |
6 |
|
|
Стойкость к термо–старению при 60°С в течение1000 ч: |
|
|
|
– внешний вид покрытия |
допускается изменение цвета и потеря блеска |
ИСО |
|
– адгезионная прочность: |
|
|
|
методом Х–образного надреза, балл, не ниже |
3А |
|
|
методом решетчатых надрезов (для покрытий общей толщиной до 250 мкм), балл, не более |
2 |
|
|
методом отрыва (для покрытий общей толщиной не менее 250 мкм), МПа |
2,5–3,5 отсутствие адгезионного отрыва |
|
|
3,5–5 не более 50% адгезионного отрыва |
|
|
|
более 5 характер отрыва любой |
|
|
|
– изменение эластичности покрытия, %, не более, при исходном показателе: |
|
|
|
3,5–5% |
10 |
|
|
более 5% |
30 |
|
|
Стойкость к воздействию 3 % раствора Na Cl при20°С, 40°С и 60°С в течение 1000 ч: |
|
|
|
– внешний вид покрытия |
допускается изменение цвета и потеря блеска |
ИСО |
|
– адгезионная прочность: |
|
|
|
методом Х–образного надреза, балл, не ниже |
3А |
|
|
методом решетчатых надрезов, балл, не более |
2 |
|
|
– снижение адгезионной прочности методом |
|
|
|
отрыва, %, не более, при исходных показателях: |
|
|
|
2,5–3,5 МПа |
10% при отсутствии адгезионного отрыва |
|
|
3,5–5 Мпа |
30% не более 50% адгезионного отрыва |
|
|
более 5 МПа |
50% характер отрыва любой |
|
|
– коэффициент соотношения емкостей при различных частотах, не менее |
0,7 |
|
|
– тангенс угла диэлектрических потерь, не более |
0,2 |
|
|
– изменение эластичности покрытия, %, не более, при исходном показателе: |
|
|
|
3,5–5% |
10 |
|
|
более 5% |
30 |
|
|
– состояние металла под покрытием |
отсутствие коррозии |
|
|
Стойкость к воздействию сильноагрессивной сырой нефти при 60°С в течение 1000 ч: |
|
|
|
– внешний вид покрытия |
допускается изменение цвета и потеря блеска |
ИСО |
|
– адгезионная прочность: |
|
|
|
методом Х–образного надреза, балл, не ниже |
3А |
|
|
методом решетчатых надрезов (для покрытий общей толщиной до 250 мкм), балл, не более |
2 |
|
|
– снижение адгезионной прочности методом отрыва, %, не более, при исходных показателях: |
|
|
|
– 2,5–3,5 МПа |
10% при отсутствии адгезионного отрыва |
|
|
– 3,5–5 МПа |
30%при адгезионном отрыве не более50% от площади «грибка» |
|
|
– более 5 МПа |
50% характер отрыва не ограничен |
|
|
– коэффициент соотношения емкостей при различных частотах, не менее |
0 7 |
|
|
– тангенс угла диэлектрических потерь, не более |
0,2 |
|
|
– изменение эластичности покрытия, %, не более, при исходном показателе: |
|
|
|
– 3,5–5% |
10 |
|
|
– более 5% |
30 |
|
|
– состояние металла под покрытием |
отсутствие коррозии |
|
Приложение И (обязательное).
Перечень ЛКМ и систем покрытий, разрешенных к применению.
Покрытия для защиты наружной поверхности резервуаров.
|
Фирма |
Страна |
Система покрытия |
Тип материала |
Аттестация |
|
AMERON |
Нидерланды |
DSP210 Amer–lock 2 Amercoat 450S |
Цинк–силикат Эпоксидный Полиуретан |
+ |
|
DSP 210 Amer–lock 2 |
Цинк–силикат Эпоксидный |
+ |
||
|
Amer–lock 400 С + Amer–coat 450 S |
Эпоксидный Полиуретан |
+ |
||
|
EWOOD |
Великобритания |
COPON POLYCOTE PRIMER |
Полиуретан |
+ |
|
COPON POLYCOTE MIO |
Полиуретан |
|||
|
COPON POLYCOTE FINISH |
Полиуретан |
|||
|
HEMPEL |
Дания |
Hempadur Zn 17360 |
Эпоксидный |
+ |
|
Hempadur Mastic 45880 |
Эпоксидный |
|||
|
Hempathane Topcoat 55210 |
Полиуретан |
|||
|
International Protective Coatings |
Великобритания |
Interzinc 52 Interguard 475 HS Interthane 990 |
Эпоксидный Эпоксидный Полиуретан |
+ |
|
Interseal 670 HS Interthane 990 |
Эпоксидный Полиуретан |
+ |
||
|
JOTUN |
Великобритания |
Primastik UN Primastik OFF White Hardtop AS White |
Эпоксидный Эпоксидный Полиуретан |
+ |
|
Barrier 77 Primastic White Hardtop AS White |
Эпоксидный Эпоксидный Полиуретан |
+ |
||
|
PERMATEX |
Германия |
Permacor 2004 Permacor 2330 |
Эпоксидный Акрил–полиуретан |
+ |
|
Permacor 1307/EG Permacor 1307 |
Поливинил–хлор–ида–крил |
+ |
||
|
Sigma COATINGS |
Нидерланды |
SigmaCover 256 SigmaCover 456 Sigmadur 520 |
Эпоксидный Эпоксидный Полиуретан |
+ |
|
STAHLGRUBER OTTO GRUBER GmbH & Co. |
Германия |
COROPUR ZINK M COROPUR COVER RAL 9010 |
Полиуретан Полиуретан |
+ |
|
STEEL PAINT |
Германия |
Stelpant–PU–ZinK Stelpant–PU–Mica HS Stelpant–PU–Mica, UV |
Полиуретан Полиуретан Полиуретан |
+ |
|
STEELPAINT |
Германия |
Stelpant–tank 1 Stelpant–pu–TIECOAT Stelpant–2–k–pu–cOVER UV |
Полиуретан Полиуретан Полиуретан |
+ |
|
Stelpant–TANK 1 Stelpant–top |
Полиуретан Полиуретан |
+ |
||
|
Tambur |
Израиль |
EPITAMARJN ELEGANT AG–9 |
Эпоксидный |
+ |
|
PU ТАМ ELEGANT |
Полиуретан |
|||
|
TEKNOS |
Финляндия |
K–46: |
|
+ |
|
ИНЕРТА МАСТИК |
Эпоксидный |
|||
|
ТЕКНОПЛАСТ ПРАЙМЕР 7 |
Эпоксдный |
|||
|
ТЕКНОДУР 50 |
Полиуретан |
|||
|
TIKKURILA |
Финляндия |
Temacoat HS Primer Temathane 50 |
Эпоксидный Полиуретан |
+ |
|
«Алтайхимпром» |
Россия |
ВГ–33 KO–8104 |
Эпоксидно–кремнийорганический |
+ |
|
НПП ВМП г. |
Россия |
ЦИНОТАН ПОЛИТОН–УР ПОЛИТОН–УР (УФ) |
Полиуретан Полиуретан Алкил–полиуретан |
+ |
|
«ГАММА» |
Россия |
ГАММА УР–11: Грунт «Эпипрайм» эмаль «Гамма УР–11» |
Эпоксидный Полиуретан |
+ |
|
«Разноцвет–Антикор» |
Россия |
УР–0432 «УРЕТАН–АНТИКОР» |
Полиуретан |
+ |
|
УР–1513 «УРЕТАН–АНТИКОР» |
Полиуретан |
|||
|
АК–1511 «Разноцвет» |
Акрил–уретан |
|||
|
«Экор–Нева» |
Россия |
Виникор–Цинк ЭП–057 |
Эпоксидный
|
+ |
|
Виникор–62 «А» |
Винил–эпоксидный |
|||
|
Виникор–061 Виникор–62 «А» |
Винил–эпоксидный |
+ |
Покрытия для защиты внутренней поверхности резервуаров
|
Фирма |
Страна |
Система покрытия |
Тип материала |
Аттестация |
|
AMERON |
Нидерланды |
Amercoat 2209 |
Эпоксидный |
+ |
|
Amercoat 235 |
Эпоксидный |
+ |
||
|
Amercoat 71 |
Эпоксидный |
+ |
||
|
Amercoat 78 НВ В |
Эпоксидно–каменно–угольный |
|||
|
EW00D |
Великобритания |
KSIR 88 |
Эпоксидный |
+ |
|
COPON MATLINE 600/162A |
Эпоксидный |
+ |
||
|
IC1 DEVOE COATINGS |
Канада |
EL–Rust236 |
Эпоксидный |
+ |
|
International Protective Coatings |
Великобритания |
Interline 850 |
Эпоксидный |
+ |
|
Interline 982 |
Эпоксидный |
+ |
||
|
Interline 984 с рубленым стекловолокном |
Эпоксидный |
|||
|
|
|
Interline 984 |
Эпоксидный |
|
|
INTERSED |
Франция |
EUROKOTE 481 Primer EUROKOTE 481 FB Manuel |
Эпоксидный Эпоксидный |
+ |
|
JOTUN |
Норвегия |
CHEMTECH 340 |
Эпоксидный |
+ |
|
Tankguard НВ |
Эпоксидный |
+ |
||
|
Tankguard Storage |
Эпоксидно–фенольный |
+ |
||
|
Tankguard CV |
Эпоксидный |
+ |
||
|
HEMPEL |
Дания |
Hempadur 87540 |
Эпоксидный |
+ |
|
Hempadur 85671 |
Эпоксидно–фенольный |
+ |
||
|
Hempadur LTC 15030 |
Эпоксидно–каменноугольный |
+ |
||
|
PERMATEX |
Германия |
Permacor 2807/HS–A |
Эпоксидный |
+ |
|
Permacor 128/A |
Эпоксидный |
+ |
||
|
SIGMA COATINGS |
Бельгия |
SigmaCover 300 |
Эпоксидно–каменноугольный |
+ |
|
STAHLGRUBER OTTO GRUBER GmbH & Co. |
Германия |
COROPURZINKM + COROPURTAR21 |
Полиуретан Полиуретан |
+ |
|
STEELPAINT |
Германия |
Stelpant–PU–Zink + STELPANT–PU–Combi–NATION 100 |
Полиуретан Полиуретан |
+ |
|
Stelpant–tank 1 + Stelpant–tank 2 |
Полиуретан Полиуретан |
+ |
||
|
Techno Service International Ltd. (производитель KAWAKAMI PAINT VFG. CO., LTD., Япония) |
Мальта |
ETON EP–QD |
Эпоксидный |
+ |
|
TEKNOS |
Финляндия |
K–17: Inerta Primer Inerta 51 Inerta 50 |
Эпоксидный Эпоксидный Эпоксидный |
+ |
|
TIKKURILA |
Финляндия |
Tematar TFA |
Эпоксидно–каменноугольный |
+ |
|
ОАО «Алтайхим–пром» |
Россия |
ВГ–33 |
Эпоксидный |
+ |
|
ЗАО НПП ВМП, г. Екатеринбург, Россия |
Россия |
ЦИНОТАН ФЕРРОТАН |
Полиуретан Полиуретан |
+ |
|
Полимер–1, Пермь, Россия |
Россия |
ПОЛУРЕН 01 ПОЛУРЕН 02 Zn ПОЛУРЕН 601 ПОЛИРЕН 602 |
Полиуретан Полиуретан Полиуретан Полиуретан |
+ |
|
«Разноцвет–Антикор», Россия |
Россия |
УР–0432 «УРЕТАН–АНТИКОР» |
Полиуретан |
+ |
|
ЭП–5374 «РАЗНОЦВЕТ–АНТИКОР» |
Эпоксидный |
Приложение К (справочное).
ТИПОВАЯ ТЕХНОЛОГИЧЕСКАЯ СХЕМА ПРОЦЕССА АНТИКОРРОЗИОНОЙ ЗАЩИТЫ НАРУЖНОЙ ПОВЕРХНОСТИ РЕЗЕРВУАРОВ.
Антикоррозионная защита резервуаров лакокрасочными покрытиями производится в следующей последовательности:
– подготовка резервуара к проведению работ по антикоррозионной защите;
– подготовка металлической поверхности резервуара перед окраской;
– окраска наружной поверхности резервуара, включая конструкции и трубопроводы в пределах каре;
– отверждение покрытия;
– контроль качества покрытия;
– устранение дефектов покрытия.
Каждая операция технологического контроля подлежит контролю. Антикоррозионная защита трубопроводов и оборудования в пределах каре осуществляется по той же технологии, что и наружная поверхность резервуара.
1. Подготовка резервуара к проведению работ по антикоррозионной защите наружной поверхности.
1.1 Резервуар должен быть приведен в соответствие требованиям конструкторской документации и специальным требованиям к конструкции изделий, подлежащих окраске.
1.2 Визуальный контроль состояния наружной поверхности резервуара.
1.3 Составление акта на соответствие требованиям к конструкции или отражение этих сведений в акте на проведение скрытых работ.
2. Подготовка металлической поверхности резервуара перед окраской.
2.1 Очистка металлической поверхности вновь вводимых и реконструированных резервуаров.
2.1.1 Очистка наружной поверхности резервуаров, с учетом конструкций и трубопроводов в пределах каре, включает следующие операции:
– обезжиривание участков с любой степенью за–жиренности по ГОСТ;
– абразивная обработка;
– удаление абразива отсосом;
– обдув воздухом для удаления пыли.
2.2 Очистка металлической поверхности резервуара без вывода его из эксплуатации.
2.2.1 С начала проведения работ по защите резервуара без вывода его из эксплуатации и до окончания окрасочных работ запрещаются работы по приему и откачке нефти из резервуара.
2.2.2 Заполнение резервуара должно быть максимально возможным с целью предотвращения образования паровоздушной смеси и снижения риска возникновения пожара.
2.2.3 Очистка наружной поверхности действующих резервуаров с учетом конструкций и трубопроводов в пределах каре включает следующие операции:
– гидроабразивная обработка;
– промывка водой для удаления абразива;
– обдув горячим воздухом для удаления влаги и осушки поверхности.
2.3 Контроль окружающей среды при подготовке поверхности:
– Прибор контроля окружающей среды: измерители влажности, температуры воздуха.
– Показатели контроля отражают в акте на скрытые очистные работы, характеризующие качество подготовки поверхности под покрытие.
2.4 Контроль качества подготовки поверхности:
– степень очистки от окислов (ИСО);
– шероховатость поверхности (ИСО);
– степень обеспыливания (ИСО);
– содержание хлоридов (ИСО).
Показатели контроля отражают в акте на скрытые очистные работы, характеризующие качество подготовки поверхности под покрытие.
3. Окраска наружной поверхности резервуара, включая конструкции и трубопроводы в пределах каре.
3.1 Подготовка ЛКМ:
– входной контроль готовой к применению краски и отдельных компонентов двухкомпонентных ЛКМ на соответствие требованиям технической документации на ЛКМ;
– приготовление необходимого количества двухкомпонентных ЛКМ смешением основы и отвердителя в требуемом соотношении с учетом времени жизнеспособности и температуры.
3.2 Нанесение ЛКМ:
– Выбор способа нанесения и оборудования для нанесения ЛКМ осуществляется на основании рекомендаций производителя краски. При проведении окрасочных работ следует строго соблюдать требования к условиям окружающей среды, температурным режимам металлической поверхности и ЛКМ.
– Каждый последующий слой наносят после отверждения предыдущего.
– В РВСПК верхняя часть плавающей крыши и верхний пояс резервуара окрашивают по схеме наружного покрытия.
3.3 Контроль при проведении окрасочных работ:
– Приборы контроля окружающей среды (измеритель влажности, температуры воздуха).
– Контроль температуры металлической поверхности и температуры ЛКМ.
– Показатели контроля заносят в журнал производства работ по нанесению антикоррозионных покрытий и отражают в акте на приемку покрытия.
3.4 Контроль в процессе нанесения краски
– сплошность каждого слоя покрытия;
– толщина мокрого слоя;
– режимы отверждения;
– толщина сухого слоя;
– количество слоев покрытия.
Показатели контроля заносят в журнал производства работ по нанесению антикоррозионных покрытий и отражают в акте на приемку покрытия.
4. Отверждение покрытия.
– Отверждение каждого слоя и покрытия в целом производится при температуре окружающего воздуха. Время отверждения каждого слоя определяется технической документацией на применяемый ЛКМ и зависит от условий окружающей среды.
– Каждый последующий слой наносят после отверждения предыдущего в соответствии с НТД на применяемый материал. Интервал перед нанесением каждого следующего слоя не должен превышать времени, указанного в технической документации на ЛКМ.
5. Контроль качества покрытия.
– внешний вид(визуально);
– толщина сухой пленки каждого слоя и покрытия в целом магнитным толщиномером (ИСО);
– сплошность покрытия (искровой дефектоскоп или низковольтный дефектоскоп типа – «мокрая губка»);
– адгезия покрытия методом решетчатого надреза при суммарной толщине слоя до 250 мкм (ИСО), методом Х–образного надреза (ASTM D) или методом отрыва (ИСО).
Примечание – Механическое повреждение покрытия после оценки адгезии восстанавливают: места повреждения зачищают шкуркой, обеспыливают, обезжиривают и закрашивают.
Показатели контроля заносят в журнал производства работ по нанесению антикоррозионных покрытий и отражают в акте на приемку покрытия.
6. Устранение дефектов покрытия.
– При наличии дефектов общей площадью менее 15% от окрашиваемой поверхности устранение дефектов производится по технологии, соответствующей технологии получения основного покрытия, с зачисткой металлической поверхности в дефектной зоне механическим способом.
– Если общая площадь дефектов превышает 15%, покрытие удаляют и производят повторную окраску согласно настоящей инструкции, включая подготовку поверхности.
– Толщина покрытия в зоне ремонта должна соответствовать толщине основного покрытия.
Приложение Л (обязательное).
СИСТЕМЫ ПОКРЫТИЙ ДЛЯ НАРУЖНОЙ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ РЕЗЕРВУАРОВ И ОПТИМАЛЬНАЯ ТОЛЩИНА
|
Состояние резервуара |
Условия эксплуатации |
|
Прогнозируемый срок службы, годы |
Фирма–производитель |
Система покрытия |
Общее кол. слоев |
Кол. слоев и толщина слоя, мкм |
Толщина покрытия, мкм |
|
Системы покрытий с цинк–наполненным грунтовочным слоем |
||||||||
|
Вновь строящийся |
|
|
|
JOTUN, Великобритания |
Barrier 77 Primastic White Hardtop AS White |
3 |
1×60 1×175 1×50 |
285 |
|
|
|
|
AMERON, Нидерланды |
DSP 210 Amerlock 2* |
3 |
1×40 2×100 |
240 |
|
|
|
|
|
AMERON, Нидерланды |
DSP 210 Amerlock 2* Amercoat 450S |
3 |
1×40 1×150 1×50 |
240 |
|
|
С3 |
|
15–20 |
International Protective Coatings, Великобритания |
Interzinc 52 Interguard 475 HS Interthane 990 |
3 |
1×40 1×150 1×50 |
240 |
|
|
С4 |
|
15–20 |
HEMPEL, Дания |
HempadurZn 17360 |
3 |
1×40 |
240 |
|
|
|
Hempadur Mastic 45880 |
1×150 |
||||||
|
|
Hempathane Topcoat 55210 |
1×50 |
||||||
|
С5–М |
|
10–15 |
STEELPAINT, Германия |
Stelpant–PU–ZINK |
3 |
1×80 |
240 |
|
|
|
Stelpant–PU–Mica HS |
1×80 |
||||||
|
|
Stelpant–PU–Mica, UV |
1×80 |
||||||
|
|
|
|
STAHL–GRUBER OTTO GRUBER GmbH & Co., Германия |
COROPUR ZINK M COROPUR COVER RAL 9010 |
3 |
60 2×90 |
240 |
|
|
|
||||||||
|
|
|
|
|
«Разноцвет–Антикор», Россия |
УР–0432 «УРЕТАН–АНТИКОР» |
3 |
1×80 |
240 |
|
|
УР–1513 «УРЕТАН–АНТИКОР» |
1×80 |
||||||
|
|
AK–1511 «Разноцвет» |
1×80 |
||||||
|
С3 С4 |
|
15–20 10–15 |
STEELPAINT, Германия |
Stelpant–TANK 1 Stelpant–top |
2 |
1×100 1×100 |
200 |
|
|
|
Stelpant–tank 1 |
3 |
1×80 |
200 |
||||
|
|
Stelpant–pu–TIECOAT |
1×60 |
||||||
|
|
Stelpant–2–k–pu–cOVER UV |
1×60 |
||||||
|
|
НПП ВМП, Екатеринбург, Россия |
ЦИНОТАН ПОЛИТОН–УР ПОЛИТОН–УР (УФ) |
4 |
2×40–50 1×50–60 1×50–60 |
180–220 |
|||
|
|
«ГАММА», Россия |
ГАММАУР–11: Грунт «Эпипрайм» эмаль «Гамма УР–11» |
4 |
1×50 3×50 |
200 |
|||
|
|
«Экор–Нева», Россия |
Виникор–Цинк ЭП–057 |
4 |
1×40–50 |
175–215 |
|||
|
|
Виникор–62 «А» |
3×45–55 |
||||||
|
Вновь строящийся или находящийся в эксплуатации |
С3 С4 С5–М |
|
15–20 15–20 10–15 |
JOTUN, Великобритания |
Primastik UN |
3 |
1×125 |
300 |
|
|
Primastik OFF White |
1×125 |
||||||
|
|
Hardtop AS White |
1×50 |
||||||
|
|
|
15–20 |
International Protective Coatings, Великобритания |
Interseal 670 HS Interthane 990 |
3 |
2×100 1×50 |
250 |
|
|
|
Sigma COATINGS, Нидерланды |
SigmaCover 256 SigmaCover 456 Sigmadur 520 |
3 |
1×100 1×90 1×50 |
240 |
|||
|
С4 |
|
10–15 |
PERMATEX, Германия |
Permacor 2004 Permacor 2330 |
2 |
1×180 1×60 |
240 |
|
|
|
TEKNOS, Финляндия |
K–46: |
3 |
|
240 |
|||
|
|
ИНЕРТА МАСТИК |
1×100 |
||||||
|
|
ТЕКНОПЛАСТ ПРАЙМЕР 7 |
1×100 |
||||||
|
|
ТЕКНОДУР 50 |
1×40 |
||||||
|
С3 |
|
15–20 |
AMERON, Нидерланды |
Amerlock 400 СAmercoat 450 S |
2 |
1×150 1×50 |
200 |
|
|
|
E WOOD, Великобритания |
COPON POLYCOTE PRIMER |
3 |
1×50–60 |
170–200 |
|||
|
|
COPON POLYCOTE MIO |
1×70–80 |
||||||
|
|
COPON POLYCOTE FINISH |
1×50–60 |
||||||
|
|
PERMATEX, Германия |
Permacor 1307/EG |
2 |
1×80 |
160 |
|||
|
|
Permacor 1307 |
1×80 |
||||||
|
|
Tambur, Израиль |
EPITAMARIN ELGANT AG–9 |
2 |
1×150 |
200 |
|||
|
|
PU ТАМ ELEGANT |
1×50 |
||||||
|
|
TIKKURILA, Финляндия |
Temacoat HS Primer |
2 |
1×150 |
200 |
|||
|
|
Temathane 50 |
1×50 |
||||||
|
|
«Алтайхимпром», Россия |
ВГ–33 KO–8104 |
4 |
1×30–40 1×40–60 2×40–60 |
150–220 |
|||
|
|
«Экор–Нева», Россия |
Виникор–061 |
4 |
1×35–45 |
170–210 |
|||
|
|
Виникор–62 «А» |
3×45–55 |
||||||
|
* Amerlock 2 может быть заменен на Amercoat 240. |
||||||||
Приложение М (обязательное).
СИСТЕМЫ ПОКРЫТИЙ ПО ТИПАМ ДЛЯ ВНУТРЕННЕЙПОВЕРХНОСТИ РЕЗЕРВУАРОВ И ОПТИМАЛЬНАЯ ТОЛЩИНА ПОКРЫТИЯ
|
Фирма–производитель |
Система покрытия |
Общее кол. слоев |
Кол. слоев и толщина одного слоя, мкм |
Суммарная толщина покрытия, мкм |
|
Системы покрытий нормального типа на основе эпоксидных ЛКМ |
||||
|
AMERON, Нидерланды |
Amercoat 235* |
2 |
2×150 |
300 |
|
Е WOOD, Великобритания |
KSIR88 |
2 |
2×125 |
250 |
|
HEMPEL, Данил |
Hempadur 85671 |
2 |
2×150 |
300 |
|
HempadurLTC 15030 |
2 |
2×150 |
300 |
|
|
ICI DEVOE COATINGS, Канада |
EL–Rust 236 |
2 |
2×150 |
300 |
|
JOTUN, Великобритания |
Tankguard CV |
3 |
3×100 |
300 |
|
Tankguard НВ |
3 |
3×100 |
300 |
|
|
Tankguard Storage |
2 |
2×125 |
250 |
|
|
SIGMA COATINGS, Бельгия |
SigmaCover 300 |
3 |
3×100 |
300 |
|
TEKNOS, Финляндия |
K–17: Inerta Primer Inerta 51 Inerta 50 |
3 |
1×125 1×125 1×50 |
300 |
|
TIKKURILA, Финляндия |
Tematar TFA |
2 |
2×150 |
300 |
|
«Алтайхимпром», Россия |
ВГ–33 |
2–3 |
1×40–50 1×40–60 1×40–60 |
80–110 (верхний пояс, крыша, боковая поверхность) 150–170 (днище и первый пояс) |
|
International Protective Coatings, Великобритания |
Interline 850 |
2 |
1×125 |
250 |
|
Системы покрытий нормального типа на основе однокомпонентных полиуретановых ЛКМ |
||||
|
STEELPAINT, Германия |
Stelpant–PU–Zink STELPANT–PU–COMBINATION 100 |
4 |
2×80 2×150 |
460 |
|
Stelpant–tank 1 Stelpant–tank 2 |
4 |
2×80 2×150 |
460 |
|
|
STAHLGRUBER ОТТО GRUBER GmbH & Co., Германия |
COROPUR ZINK M COROPUR TAR 21 |
3 |
1×60 2×200 |
460 |
|
НПП ВМП, г. Екатеринбург, Россия |
ЦИНОТАН ФЕРРОТАН |
4 |
2×40–60 2×100 |
280–320 |
|
Полимер–1, Пермь, Россия |
ПОЛУРЕН 01 ПОЛУРЕН 02 Zn ПОЛУРЕН 601 ПОЛУРЕН 602 |
6 |
1×40 2×70 2×70 1×70 |
390 |
|
«Разноцвет–Антикор», Россия |
УР–0432 «УРЕТАН–АНТИКОР» |
3 |
1×80 |
200 |
|
ЭП–5374 «РАЗНОЦВЕТ–АНТИКОР» |
2×60 |
|||
|
Системы покрытий усиленного типа на основе эпоксидных ЛКМ |
||||
|
AMERON, Нидерланды |
Amercoat 71 Amercoat 78 НВ В |
1 1 |
50 350 |
400 |
|
HEMPEL, Дания |
Hempadur 87540 |
1 |
300 |
300 |
|
PERMATEX, Германия |
Permacor 2807/HS–A |
1 |
500 |
500 |
|
Permacor 128/A |
1 |
400 |
400 |
|
|
Techno Service International Ltd., Мальта (производитель KAWAKAM1 PAINT VFG. CO., LTD., Япония) |
ETON EP–QD |
1 |
300–330 |
300–330 |
|
Фирма–производитель |
Система покрытия |
Количество слоев |
Суммарная толщина покрытия, мкм |
|
Системы покрытий особо усиленного типа на основе эпоксидных ЛКМ, армированные стекловолокном |
|||
|
AMERON, Нидерланды |
Amercoat 2209: |
|
|
|
Грунт Amercoat 71 |
1 |
|
|
|
Amercoat 2209 с прокладкой стекломатов 300 г/м |
2 |
2500 |
|
|
Amercoat 2209 со стекло–прокладкой |
1 |
|
|
|
Amercoat 2209 |
1 |
|
|
|
Е WOOD, Великобритания |
COPON MATLINE 600/162А: |
|
|
|
COPON ЕА9 Primer |
1 |
|
|
|
COPON HYCOTE 670G с прокладкой стекло–матов 300 г/м3 |
2 |
2100 |
|
|
COPON HYCOTE 670G со стекло–прокладкой |
1 |
|
|
|
COPON HYCOTE 162 |
1 |
|
|
|
INTERSED, Франция |
Eurokote481 Primer |
1 |
3000 |
|
Eurokote 481 FB Manuel |
3 |
|
|
|
JOTUN, Норвегия |
CHEMTECH 340: |
|
|
|
Chemtech Epoxy Primer |
1 |
|
|
|
Chemtech 340 с прокладкой стекло–матов 300 г/м2 |
2 |
2500–3000 |
|
|
Chemtech 340 со стеклопрокладкой |
1 |
|
|
|
Chemtech 340 |
1 |
|
|
|
Системы покрытий особо усиленного типа на основе эпоксидных ЛКМ, армированные рубленым стекловолокном |
|||
|
International Protective Coatings, |
Interline 982 |
1 |
|
|
|
1 |
1600 |
|
|
Великобритания |
Interline 984 с рубленым стекловолокном |
|
|
|
Interline 984 |
1 |
|
|
*Рекомендуется для окраски двух верхних поясов и верхней части понтона.
Приложение Н (справочное).
ТИПОВЫЕ ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ ВНУТРЕННЕЙ ПОВЕРХНОСТИ РЕЗЕРВУАРОВ.
1. Типовая технологическая схема №1 с использованием покрытий нормального и усиленного типа.
1.1 Подготовка внутренней поверхности резервуара к проведению работ по антикоррозионной защите.
Для резервуаров, бывших в эксплуатации, производятся следующие подготовительные работы:
– опорожнение,
– очистка резервуара от остатков нефти и парафиновых отложений,
– диагностика,
– текущий или капитальный ремонт (при необходимости) металлоконструкций и внутренней обвязки резервуара в зависимости от результатов диагностики.
На поверхности днища не допускаются следы питинговой коррозии.
Дальнейшие работы производятся для всех типов резервуаров.
Приведение внутренней поверхности резервуара в соответствие требованиям конструкторской документации и специальным требованиям к конструкции изделий, подлежащих окраске.
– Контроль соответствия производится визуально.
– Результаты отражают в акте о готовности резервуара к проведению работ по антикоррозионной защите.
1.2 Подготовка металлической поверхности резервуара перед окраской.
Очистка металлической поверхности:
– обезжиривание участков с любой степенью зажиренности по ГОСТ;
– абразивная очистка от окислов;
– удаление абразива отсосом;
– обеспыливание.
Контроль окружающей среды при проведении работ:
– Приборы контроля окружающей среды: измеритель влажности, температуры воздуха.
– Показатели контроля отражают в акте на скрытые очистные работы, характеризующие качество подготовки поверхности под покрытие.
Контроль качества подготовки поверхности:
– степень очистки от окислов (ИСО);
– шероховатость поверхности (ИСО);
– степень обеспыливания (ИСО);
– содержание хлоридов (ИСО).
1.3 Окраска внутренней поверхности резервуара, включая элементы конструкций и трубопроводы внутри резервуара.
Подготовка ЛКМ:
– входной контроль отдельных компонентов двухкомпонентных эпоксидных ЛКМ и состава после смешения на соответствие требованиям технической документации на ЛКМ;
– однокомпонентные полиуретановые ЛКМ поставляются в готовом к употреблению состоянии. Перед нанесением краска тщательно перемешивается до достижения однородности материала (вручную или с помощью механической мешалки).
– нагрев компонентов краски (при необходимости);
– приготовление необходимого количества двухкомпонентных ЛКМ смешением основы и отвердителя в требуемом соотношении с учетом времени жизнеспособности и температуры.
Нанесение ЛКМ:
– Выбор способа нанесения и оборудования для нанесения ЛКМ осуществляется на основании рекомендаций производителя краски. При проведении окрасочных работ следует строго соблюдать требования к условиям окружающей среды, температурным режимам металлической поверхности и ЛКМ.
– Каждый последующий слой наносят после отверждения предыдущего.
– На РВСП и РВСПК средние пояса в зоне движения понтона и плавающей крыши не окрашивают.
Контроль среды при проведении окрасочных работ:
– Прибор контроля окружающей среды (измеритель влажности, температуры воздуха).
– Контроль температуры поверхности и ЛКМ.
– Показатели контроля заносят в журнал производства работ по нанесению антикоррозионных покрытий и отражают в акте на приемку покрытия.
Контроль в процессе нанесения краски:
– сплошность каждого слоя покрытия;
– толщина мокрого слоя;
– режимы отверждения;
– толщина сухого слоя;
– количество слоев покрытия.
Показатели контроля заносят в журнал производства работ по нанесению антикоррозионных покрытий и отражают в акте на приемку покрытия.
1.4 Отверждение покрытия:
– Отверждение каждого слоя покрытия и покрытия в целом производится согласно режимам, указанным в технической документации на применяемый ЛКМ, и зависит от условий окружающей среды.
– При превышении максимального времени межслойной сушки покрытие зачищают шкуркой для придания шероховатости поверхности.
1.5 Контроль качества внутреннего покрытия:
– внешний вид (визуально);
– толщина сухой пленки каждого слоя и покрытия в целом магнитным толщиномером (ИСО);
– сплошность покрытия (ИСО);
– адгезия покрытия методом решетчатого надреза при суммарной толщине слоя до 250 мкм (ИСО 2409), методом Х–образного надреза (ASTM D) или методом отрыва (ИСО).
Примечание – Механическое повреждение покрытия после оценки адгезии восстанавливают: места повреждения зачищают шкуркой, обеспыливают, обезжиривают и закрашивают.
Показатели контроля заносят в журнал производства работ по нанесению антикоррозионных покрытий и отражают в акте на приемку покрытия.
1.6 Устранение дефектов покрытия:
– При наличии дефектов общей площадью менее 15% от окрашиваемой поверхности устранение дефектов производится по технологии, соответствующей технологии получения основного покрытия, с зачисткой металлической поверхности в дефектной зоне механическим способом.
– Если общая площадь дефектов превышает 15%, покрытие удаляют и производят повторную окраску согласно настоящей инструкции, включая подготовку поверхности.
– Толщина покрытия в зоне ремонта должна соответствовать толщине основного покрытия.
1.7 Выдержка покрытия до эксплуатации резервуара.
– Время выдержки резервуара с покрытием до его эксплуатации определяется нормативной документацией на систему покрытия и зависит от температуры окружающей среды.
2. Типовая технологическая схема №2 внутренней изоляции днища и первого пояса резервуара покрытиями особо усиленного типа на основе эпоксидных материалов, армированных стекло–матами и рубленым стекловолокном.
Покрытие, усиленное стекло–матами и рубленым стекловолокном, наносят на днище, первый пояс резервуара на высоту +100 мм, опорные стойки на высоту 1 м и трубопроводы и металлоконструкции, расположенные в зоне первого пояса.
Покрытие, усиленно рубленым стекловолокном, наносят также на крышу и верхний пояс резервуара +100мм.
2.1 Подготовка внутренней поверхности резервуара к окраске.
Для резервуаров, бывших в эксплуатации, производятся следующие подготовительные работы:
– опорожнение,
– очистка резервуара от остатков нефти и парафиновых отложений,
– диагностика,
– текущий или капитальный ремонт (при необходимости) металлоконструкций и внутренней обвязки резервуара в зависимости от результатов диагностики.
Дальнейшие работы производятся для всех типов резервуаров.
Приведение внутренней поверхности резервуара в соответствие требованиям конструкторской документации и специальным требованиям к конструкции изделий, подлежащих окраске.
– Контроль соответствия производится визуально.
– Результаты отражают в акте о готовности резервуара к проведению работ по антикоррозионной защите.
2.2 Подготовка металлической поверхности резервуара перед окраской.
Очистка металлической поверхности:
– частичное обезжиривание (при необходимости);
– абразивная очистка от окислов;
– удаление абразива отсосом;
– обеспыливание.
Контроль при проведении работ:
– Приборы контроля окружающей среды: измеритель влажности, температуры воздуха.
– Показатели контроля отражают в акте на скрытые очистные работы, характеризующие качество подготовки поверхности под покрытие.
Контроль качества подготовки поверхности:
– степень очистки от окислов (ИСО);
– шероховатость поверхности (ИСО);
– степень обеспыливания (ИСО);
– содержание хлоридов (ИСО).
Качество подготовки поверхности перед нанесением ЛКМ отражают в акте на скрытые работы.
2.3 Технология выполнения покрытия, армированного стекло–матами.
Подготовка ЛКМ:
– входной контроль отдельных компонентов двухкомпонентных ЛКМ и состава после смешения на соответствие требованиям технической документации на ЛКМ;
– приготовление необходимого количества двухкомпонентных ЛКМ смешением основы и отвердителя в требуемом соотношении с учетом времени жизнеспособности и температуры.
Нанесение ЛКМ сармированием стекло–матами:
– Нанесение грунтовочного слоя в случае, если интервал между подготовкой поверхности и нанесением краски может превысить допустимый интервал, определенный нормативной документацией на краску.
– Заделка неровностей – очагов питинговой коррозии (для резервуаров, бывших в эксплуатации), выравнивание соединений, сглаживание сварных швов при помощи шпатлевки и мест «стенка–днище» при помощи наполнителя. Нанесение ручное.
– Нанесение эпоксидной краски безвоздушным распылением или при помощи валика толщиной, определенной нормативной документацией на систему покрытия.
– Нанесение(приклеивание) слоя мата из рубленого стекловолокна 300 г/м2.
– Нанесение эпоксидной краски при помощи валика или безвоздушным распылением.
– Прикатывание поверхности «игольчатым» валиком для удаления остатков воздуха.
– Отверждение слоя покрытия в соответствии с режимами, определенными нормативной документацией на систему покрытия.
– Нанесение эпоксидной краски безвоздушным распылением или при помощи валика толщиной, определенной нормативной документацией на систему покрытия.
– Нанесение(приклеивание) слоя мата из рубленого стекловолокна 300 г/м2.
– Нанесение эпоксидной краски при помощи валика или безвоздушным распылением.
– Прикатывание поверхности «игольчатым» валиком для удаления остатков воздуха.
– Отверждение слоя покрытия в соответствии с режимами, определенными нормативной документацией на систему покрытия.
– Нанесение эпоксидной краски.
– Нанесение(приклеивание) стекло–прокладки 30 г/м2.
– Нанесение эпоксидной краски безвоздушным распылением или при помощи валика.
Нанесение ЛКМ, армированных рубленым стекловолокном:
– нанесение грунтовки;
– выравнивание поверхности, заделка трещин и отверстий;
– нанесение слоя эпоксидного материала с рубленым стекловолокном специальной установкой стройным соплом (в процессе нанесения достигается эффективное соединение распыляемого эпоксидного материала с частицами стекловолокна);
– отверждение покрытия;
– шлифование поверхности для удаления выступающих частиц стекловолокна;
– нанесение покрывного слоя краски.
Контроль при проведении окрасочных работ:
– Прибор контроля окружающей среды (измеритель влажности, температуры воздуха).
– Контроль температуры поверхности и ЛКМ.
– Показатели контроля заносят в журнал производства работ по нанесению антикоррозионных покрытий и отражают в акте на приемку покрытия.
Контроль в процессе нанесения краски:
– сплошность каждого слоя покрытия;
– толщина мокрого слоя;
– режимы отверждения;
– толщина сухого слоя;
– количество слоев покрытия.
Показатели контроля заносят в журнал производства работ по нанесению антикоррозионных покрытий и отражают в акте на приемку покрытия.
2.4 Отверждение покрытия:
– Отверждение каждого слоя покрытия и покрытия в целом производится согласно режимам, указанным в технической документации на применяемый ЛКМ, и зависит от условий окружающей среды.
– При превышении максимального времени межслойной сушки покрытие зачищают шкуркой для придания шероховатости поверхности.
2.5 Контроль качества внутреннего покрытия:
– внешний вид(визуально);
– толщина сухой пленки каждого слоя и покрытия в целом магнитным толщиномером (ИСО);
– сплошность покрытия (ИСО);
– адгезия покрытия методом отрыва (ИСО).
Примечание – Механическое повреждение покрытия после оценки адгезии восстанавливают: места повреждения зачищают шкуркой, обеспыливают, обезжиривают и закрашивают.
Показатели контроля заносят в журнал производства работ по нанесению антикоррозионных покрытий и отражают в акте на приемку покрытия.
2.6 Устранение дефектов покрытия:
– При наличии дефектов общей площадью менее 15% от окрашиваемой поверхности устранение дефектов производится по технологии, соответствующей технологии получения основного покрытия, с зачисткой металлической поверхности в дефектной зоне механическим способом.
– Если общая площадь дефектов превышает 15%, покрытие удаляют и производят повторную окраску согласно настоящей инструкции, включая подготовку поверхности.
– Толщина покрытия в зоне ремонта должна соответствовать толщине основного покрытия.
– При нанесении покрытия, усиленного стекло–матами, в результате некачественного выполнения операции прикатывания возможно образование воздушных пузырей. Устранение дефекта производят путем их вскрытия и заполнения пустот эпоксидным составом с рубленым стекловолокном.
– Основным дефектом покрытия, усиленного рубленым стекловолокном, является выступание над поверхностью покрывного слоя частиц стекловолокна. Этот дефект снижает барьерные свойства покрытия. Для его устранения следует произвести повторное шлифование поверхности, нанесение и отверждение покрывного слоя.
2.7 Выдержка покрытия до эксплуатации резервуара.
– Время выдержки резервуара с покрытием до его эксплуатации определяется нормативной документацией на систему покрытия и зависит от температуры окружающей среды.
Приложение П (справочное).
ПРИБОРЫ, ИНСТРУМЕНТЫ И ВСПОМОГАТЕЛЬНЫЕ СРЕДСТВА, НЕОБХОДИМЫЕ ДЛЯ КОНТРОЛЯ ПРИ ПРОВЕДЕНИИ АНТИКОРРОЗИОННЫХ РАБОТ.
|
№№ п/п |
Назначение прибора |
Техническая характеристика прибора |
Допускаемая погрешность измерения |
||||
|
Приборы контроля окружающей среды (стадии подготовки металлической поверхности, нанесения и отверждения покрытия) |
|||||||
|
1 |
Определение параметров окружающей среды, точки росы, температуры обрабатываемой поверхности |
Температура воздуха –20 до + 75 °С Температура поверхности –30 до +60 °С Влажность 0–100% |
Темп. воздуха ± 0,3°С Темп. поверхн. ± 0,5°С Влажность 3% |
||||
|
Приборы контроля качества подготовки поверхности (стадия подготовки поверхности перед окраской) |
|||||||
|
2 |
Определение профиля поверхности |
Цифровой профиле–мер 0–1000 мкм |
1 мкм |
||||
|
Лента + компаратор 20–100 мкм |
_ |
||||||
|
Толщи–номер 0–10 мм |
2 мкм |
||||||
|
3 |
Определение степени обеспыливания |
Липкая лента Прикатный ролик |
В соответствии с ИСО 8502–3 |
||||
|
4 |
Определение загрязнения солями |
0,1–20 мкг/см2 |
±1% |
||||
|
Приборы входного контроля ЛКМ (стадия подготовки ЛКМ) |
|||||||
|
5 |
Определение условной вязкости |
Вискозиметр для определения времени истечения через сопло 4 мм Секундомер |
1–2 с |
||||
|
6 |
Определение прочности при ударе |
Груз |
Шкала |
Груз |
Шкала |
||
|
1 кг |
500 мм |
±0,001 |
± 1мм |
||||
|
2 кг |
1000 мм |
± 0,001 |
± 1 мм |
||||
|
Цена деления шкалы 100 мм |
± 1 мм |
||||||
|
наковал. 30 мм |
наковал. 40 мм |
– |
– |
||||
|
отвер. 15 мм |
отвер. 27 |
– |
– |
||||
|
Глубина погружения бойка 2 мм |
– |
– |
|||||
|
шарика 8 мм |
шарика 20 мм |
– |
– |
||||
|
7 |
Аппликатор для нанесения покрытий на образцы |
длиной н/м 50 мм щелями 0,3–0,8 мм |
± 5 мкм |
||||
|
8 |
Секундомер |
|
|
||||
|
9 |
Определение прочности при изгибе на цилиндрическом стержне |
0 рабочей части стержней |
– |
||||
|
1 мм |
|||||||
|
3 мм |
|||||||
|
5 мм |
|||||||
|
10 мм |
|||||||
|
15 мм |
|||||||
|
20 мм |
|||||||
|
25 мм |
|||||||
|
10 |
Лупа |
с масштабированием 10х |
– |
||||
|
См. также приборы п/п. 12–14,15–18 |
|||||||
|
Приборы контроля (стадии нанесения ЛКМ) |
|||||||
|
11 |
Измерение толщины мокрых пленок |
Толщина измеряемого покрытия |
±5% по всем диапазонам |
||||
|
0–50 мкм |
|||||||
|
0–250 мкм |
|||||||
|
0–500 мкм |
|||||||
|
0–1500 мкм |
|||||||
|
12 |
Определение толщины отвержденного покрытия цифровым толщиномером |
Рабочая температура 0–50°С |
|
||||
|
Минимальная толщина подложки 0,3 мм |
|||||||
|
Диапазон измерения |
|||||||
|
0–1500 мкм |
± 1 % или 1 мкм |
||||||
|
0–5 мм |
± 1 % или 1 мкм |
||||||
|
13 |
Определение внешнего вида покрытия |
Лупа с масштабированием |
10х |
||||
|
Приборы контроля отвержденного покрытия |
|||||||
|
14 |
Определение адгезии методом решетчатых надрезов для покрытий толщиной до 250 мкм |
Нож–адгези–метр |
– |
||||
|
15 |
Определение адгезии методом Х–образного надреза для покрытий толщиной более 250 мкм |
Режущий инструмент |
– |
||||
|
16 |
Определение адгезии методом отрыва |
Механический адгези–метр с диапазоном измерения 0–15 МПа |
±0,01 МПа |
||||
|
17 |
Определение сплошности покрытия искровым дефектоскопом |
Макс, напряжение 15 к В диапазон измерений 0–4 мм |
±0,01к В |
||||
|
Макс, напряжение 30 к В диапазон измерений 0–10 мм |
±0,1 к В |
||||||
|
18 |
Определение сплошности наружных покрытий резервуаров, находящихся в эксплуатации, низковольтным электролитическим дефектоскопом |
Контрольное напряжение постоянного тока 9; 67,5; 90 В. Максимальная толщина контролируемых покрытия 500 мкм |
±0,1 кВ |
||||
|
См. также приборы п/п. 12–14 |
|
||||||
Приложение Р (справочное).
ПЕРЕЧЕНЬ РЕКОМЕНДУЕМОГО ОБОРУДОВАНИЯ ДЛЯ ПРОВЕДЕНИЯ АНТИКОРРОЗИОННЫХ РАБОТ.
|
№№ п/п |
Наименование оборудования |
Характеристики |
|
Компрессорное оборудование |
||
|
1 |
Компрессорная установка |
Производительность 8–10 м3/мин на одно рабочее место Давление на сопле 0,7–1 МПа |
|
2 |
Компрессорная станция |
Производительность 8–10 м3/мин на одно рабочее место Давление на сопле 0,7–1 МПа |
|
Оборудование очистки поверхностей |
||
|
3 |
Специальное оборудование для механической обработки поверхности (скребки, шлиф–машинки и т.д.) |
Выполнены из безыскрового материала во взрыво–искробезопасном исполнении или с подачей воды (типа ПШМК–100) |
|
4 |
Агрегат пневмо–пескоструйной обработки |
Объем корпуса для абразива 100 л Рабочее давление 0,35–0,7 Мпа Расход сжат, воздуха н/м 3,5 м3/мин Производительность 5–27 м2/час |
|
5 |
Гидропескоструйный (водо–пескоструйный) агрегат |
Привод любой Макс, давление на выходе 20 Мпа Рабочее давление 5–20 Мпа Произв. насоса 700–1300 л/час |
|
Оборудование окрасочное |
||
|
6 |
Аппараты безвоздушного распыления высоковязких красок с нагревателем краски |
Макс, рабочее давление 0,8–1 Мпа Соотношение давлений н/м 40:1 Производительность 10 л/мин Диаметр сопла 0,041 дюйма Температура нагрева краски 40–80°С |
|
7 |
Окрасочные аппараты безвоздушного распыления |
Макс, рабочее давление 2 Мпа Высота подачи краски 30 м Производительность 3 л/мин Диаметр сопла 0,021 дюйма |
|
8 |
Пневматические распылители |
Макс. рабочее давление 0,2 Мпа Расход материала 0,1–0,2 л/мин Расход сжатого воздуха 0,04 м3/мин |
|
9 |
Наконечник для установки безвоздушного распыления с измельчителем стекловолокна для нанесения эпоксидного покрытия, усиленного рубленым стекловолокном |
Типа Spray Gun With Shopper фирмы Spray Plant 2K Ltd., Lauds (Великобритания) |
|
10 |
Кисти |
Флейцевые плоские Ракля |
|
11 |
Валики |
Материал полиэстер Длина 180–230 мм Диаметр 36–38 мм Длина ворса 7–11 мм |
|
Оборудование по очистке и подготовке абразива |
||
|
12 |
Пылесосы промышленные с циклонным уловителем и системой фильтров |
Мин. производит. 1600 м3/мин. |
|
Грузоподъемные механизмы |
||
|
13 |
Лебедка |
Q = 200 кг |
|
14 |
Подъемник |
Q = 2000 кг |
|
15 |
Подъемник мачтовый |
Н = 15м |
|
16 |
Вышка передвижная сборно–разборная или леса трубчатые |
Допустимая нагрузка 200 кгс/м2 Высота рабочего яруса 2 м Шаг стоек 1,5–2 м Кол. ярусов настила определяется высотой обрабатываемой поверхности |
|
Прочее технологическое оборудование |
||
|
17 |
Тепло–пушки /электро–тепловентилятор |
Мощность не менее 9 кВт Максим. перепад температур 75°С Производит. по воздуху 750 м3/час |
|
18 |
Электро–калориферные установки |
Мощность 33 кВт Мин. расход воздуха 3000 м3/час Макс. температура воздуха 140°С |
|
19 |
Ресиверы |
Давление 1 МПа, Объем 2–4 м3 |
|
20 |
Воздухонагреватели дизельные передвижные |
Тепловая мощность 10 кВт Производит. 8000 ккал/час Расход топлива 0,85 кг/час Емкость бака 11 л Мощность двигателя вентилятора 20 Вт |
|
21 |
Осушитель |
Номинальный поток 5–8 м3/мин Макс. давление не менее 1 МПа |
|
22 |
Охладитель воздуха |
Номинальный поток 5–8 м3/мин Макс. давление не менее 1 МПа |
|
23 |
Сепаратор |
Номинальный поток 5–8 м3/мин Макс. давление не менее 1 МПа |
|
24 |
Электромеханический инструмент |
Взрыво–искробезопасное исполнение (инструмент типа шлиф–машинки с подачей воды – ПШМК–100). |
|
25 |
Слесарный инструмент |
Выполнен из безыскрового материала |
ЛИСТ РЕГИСТРАЦИИ ИЗМЕНЕНИЙ
|
Номер изм. |
Основание для внесения изм. (номер и дата документа) |
Номера листов (страниц) |
Всего листов (страниц) в документе |
Дата внесения изм. |
Дата ввода изм. в действие |
Подпись отв. за внесение изм. |
||
|
измененных |
новых |
аннулированных |
||||||
|
|
|
|
|
|
|
|
|
|